Summary
I built a cardboard jig for engraving golf pencils. It is 3 columns by 10 rows of slots cut all the way through a piece of cardboard (standard ~3mm corrugated cardboard, flap from an amazon box actually). The outside two columns cut just fine. The center column does not cut SOME of the lines. I noticed that rather than moving at the 8mm/s that it is supposed to be doing, it moves rapidly over these areas, even though the laser is on. As a result, I get partial thickness cuts because the head is moving too fast.
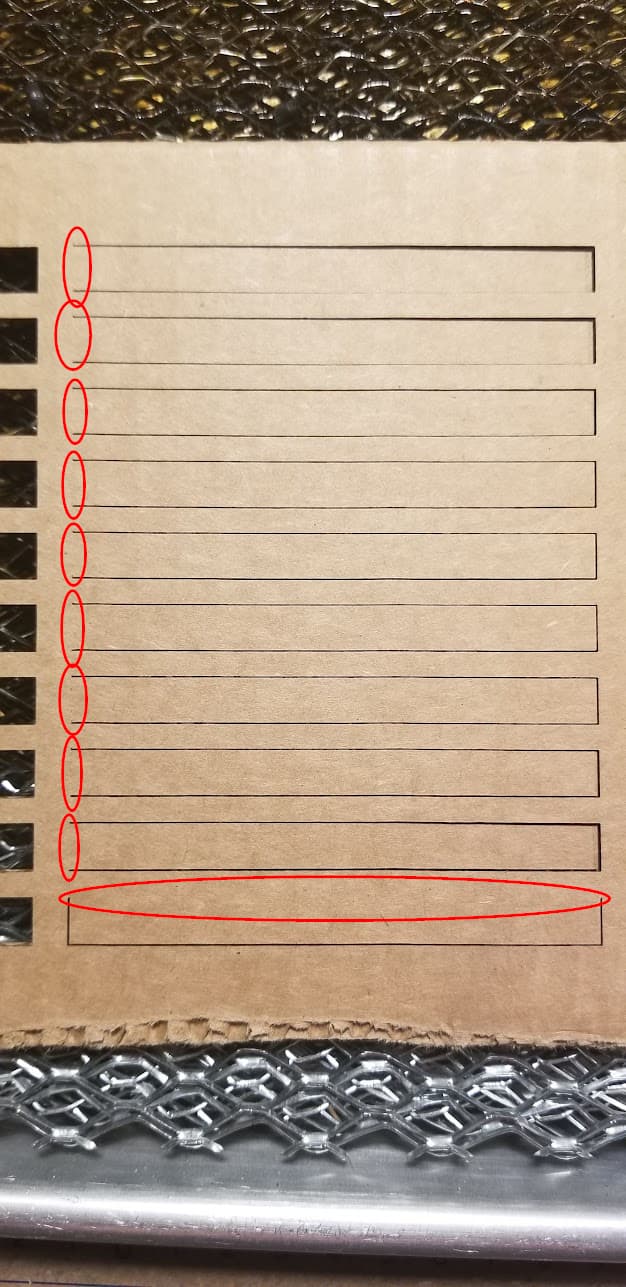
The areas circled in red failed to cut. This is the BACK of the piece so you can see the missing cuts so X moves in GCODE will be reversed left for right.
Background
I have the trial version, not that it should matter, of 1.2.00. Just downloaded it a couple of days ago. My laptop is a windows tablet with Win 10 64bit. I’m using an XTool D1 10W laser cutter with the current stable firmware (not the beta). I loaded the device config for lightburn from the XTool site.
Details
I’ve tried this twice and it has the same issues, in the exact same spots, each time. I exported the gcode and I have video of the issue happening on my cutter. From looking at the GCode I’m guessing this is a firmware issue with the XTool’s relatively new GRBL support.
Here is the lightburn file I’m using:
lightburn-bug.lbrn2 (12.7 KB)
Here’s the rendered gcode:
lightburn-bug.txt (11.6 KB)
It appears to be a problem when there is a G0 followed by a G1 that both move only in the same axis (both only in X or only in Y). So, for example, let’s look at some that work, followed by those that fails:
G0 X0Y12 ; line 979 (works)
G1 X-87
G1 Y7.65
G1 X87
G1 Y-7.65
G0 X0Y12 ; line 984 (works)
G1 X-87
G1 Y7.65
G1 X87
G1 Y-7.65
G0 X-93Y-0 ; line 989 (moving over to the bottom rectangle in the center column)
G1 X-87 ; this move is still at the G0 rate, not the G1 rate
G1 Y7.65
G1 X87
G1 Y-7.65
G0 X0Y-4.35 ; line 994
G1 Y-7.65 ; this move is still at the G0 rate, not the G1 rate
G1 X-87
G1 Y7.65
G1 X87
Line 979 is a G0 move in Y followed by a G1 move in X. Likewise line 984, a G0 move in Y followed by a G1 move in X. This is the last two rectangles on the bottom right. They cut correctly.
Starting at line 989, the head moves from the bottom right most rectangle to the bottom center column rectangle. Note that this is a G0 X move (moving into place) followed immediately by a G1 X move (to actually cut the top of the rectangle). If you watch, the head laser turns off, the head moves over rapidly, then the laser comes on, but the head continues at the same rapid pace.
We see the same thing when we move from the bottom rectangle to the next one above it in the column. This is line 994 where we see a G0 move in Y followed by a G1 in Y.
Any thoughts on this? I’m going to reach out to XTool with this same info as my guess is that they are at fault here, not you. If you have technical contacts there, perhaps you could leverage them as well to get this resolved.