It is not safe to cut polycarbonate. It emits a toxic gas as it cuts. Will not kill you but can give you a bad headache. As it cuts it leaves a really bad burn line. In an enclosed laser if you cut very much it will oxidize and turn everything in the cabinet orange. Will damage the lenses and can damage belts and rollers.
You need to play around with the speednd power settings to get the optimum depending on thickness. To high a power and to low a speed the heat from the laser will weld it back together again leaving a rough stringy edge. I used to cut it on an industrial 1.5kw laser. If was straight cuts it was better done on a circular saw, as as someone has pointed out already laser cut poly stinks to high heaven, be well ventilated.
Well… It cuts fine. I’m testing it finally. I’ve got a $1000 job staring at me so I need to figure it out real quick. I’m cutting 3/32 for testing and it runs great. A little smoke but I have good ventilation so no smell. Running air assist at 20psi epilog fusion 36 60watt.
Starting with 1/8" acrylic settings: 20% speed, 100% power and 100% freq. Focused to the top of the material. First try left a fairly black edge. My test material has coating on both sides so no mess on the flat surface after removing coating.
Will see what I can do about removing the black and at least trying to get it clear.
I’ll have to try that. I was concerned about fire so I figured more air would be better. The build in airpump from epilog is much lower pressure. The edge looked terrible so I didn’t proceed with the job. Probably just sub the poly out to water jet in the future.
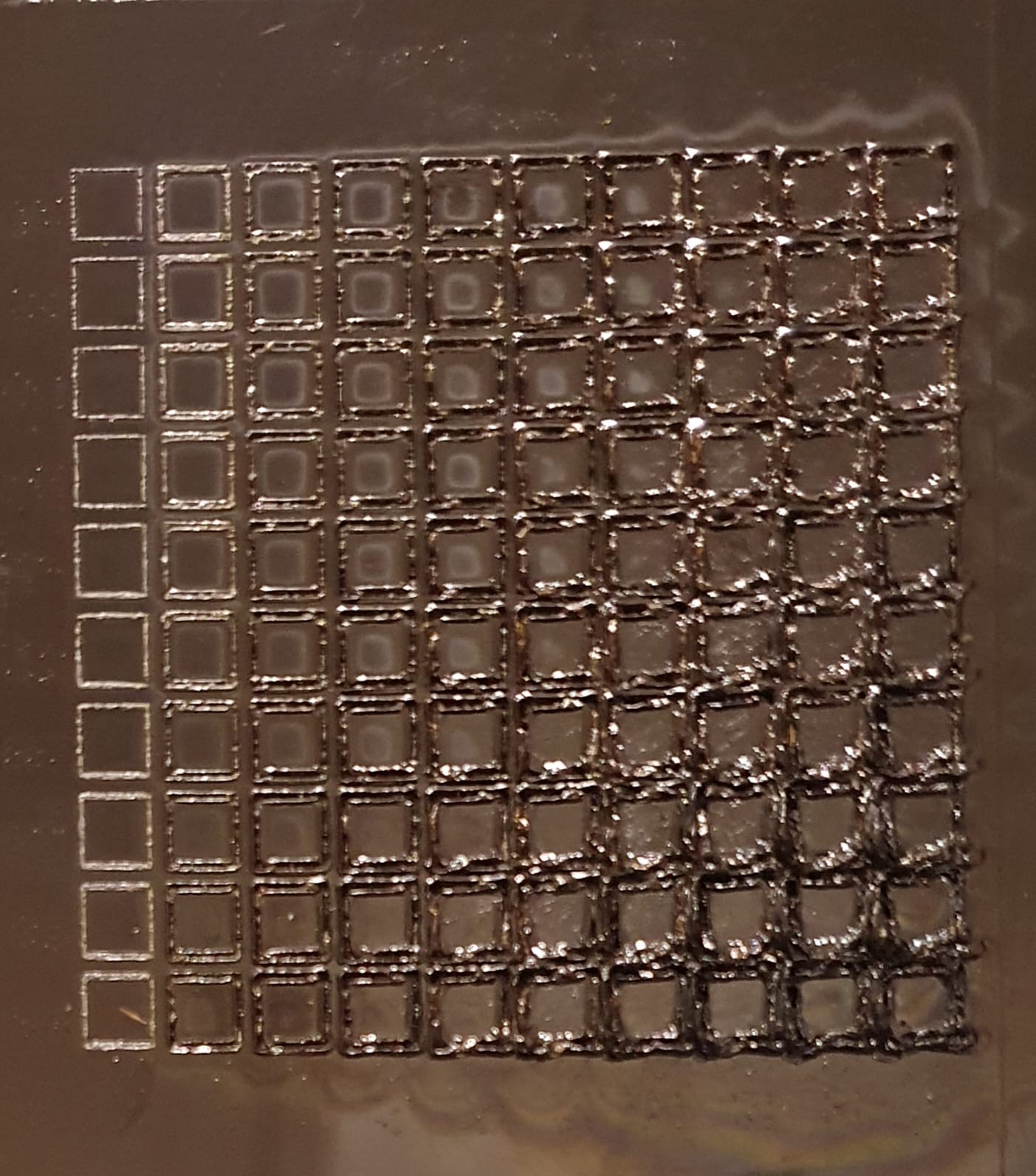
Really glad I found this thread, which tells me I should not persue cutting poly - I am new and learning what materials work. Itried 3mm bronze polycarb last night and got this horrible welding effect. Lucky my air extractor kept smells away.
Yes, PC is not suitable for cutting with a laser, nor with a CO2 laser. I’ve also tried it the hard way My test results can be seen in a post from a few weeks ago.