All the move commands are issued as G1’s, but they turn the beam off (intentionally). You can just issue console commands if you want to - M3 will enable the beam in constant power mode, G1 Sxxx will set the beam to xxx power, and then G1 Zxxx will set the Z to xxx height. You should put an Fxxx rate on there too, at least for the first one.
G1 S50 F1000
Z10
Z20
Z30
…
and so on.
You could also try using the new Focus Test feature, which automates this. Tools > Focus Test.
Choose a start and end Z height, power, speed, and number of steps, and the software will cut a small pattern with varying Z positions (labeled). You can preview and frame from the pop-up to make sure it’s lined up. If you’re in Absolute Coords mode it will run in the center of the machine.
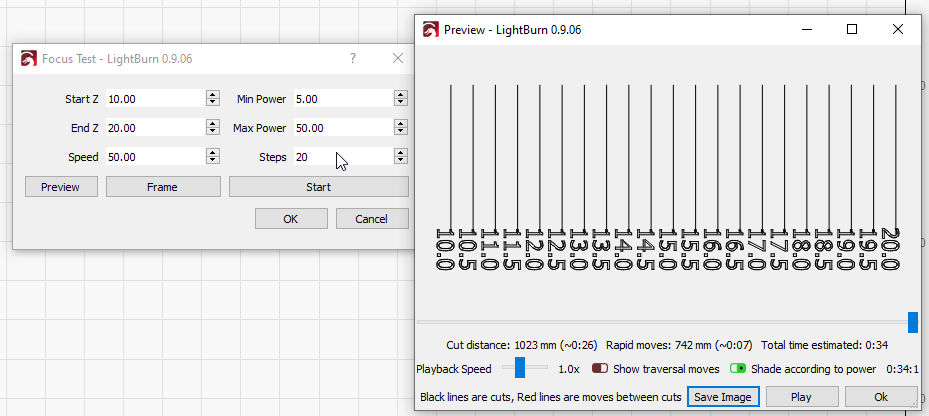
The thinnest line is your best focus height.