Hi,
I use a cnc machine for my laser also. I had nearly the same issue.
So now I do remove the spindle from the bracket when lasering. I do not know your machine, but I do not need to re-tram mine after spindle removal, simply reinsert the spindle to position and tighten the bracket.
As to adding shims, you can use a rubber band to the same effect and much easier to work with.
May need to go that way. Would add a 2nd spindle clamp possibly to ensure spindle alignment. Router power cable is currently running thru the catapiller track. Bugger, such a neat setup currently.
If you slow down the machine you will achieve the same results as acceleration is always relative to speed
Conversely, if you alter acceleration, in effect what you will get is a decrease of overall speed
They are linked together
However, I am uncertain if you rather maintain machine behavior you KNOW on CNC side of things. and learn how to manage speeds on laser side
Agreed.
rest of 10
Yep … that’s why machines that allow things like routers and lasers are not the best at either… There are always tradeoffs. Probably a great router, but it’s designed for routing operation, generally operating a slower speeds and more head and drag chain mass.
The acceleration of the Ruida is the same no matter what speed it’s running.
If this was true then I’d see an increase of overscan when I slow it down, because of less acceleration, since you say it’s relative to the speed. I think the set acceleration value is always used until it reaches the set speed.
Guess I’m likely not following what you mean. Maybe explain?
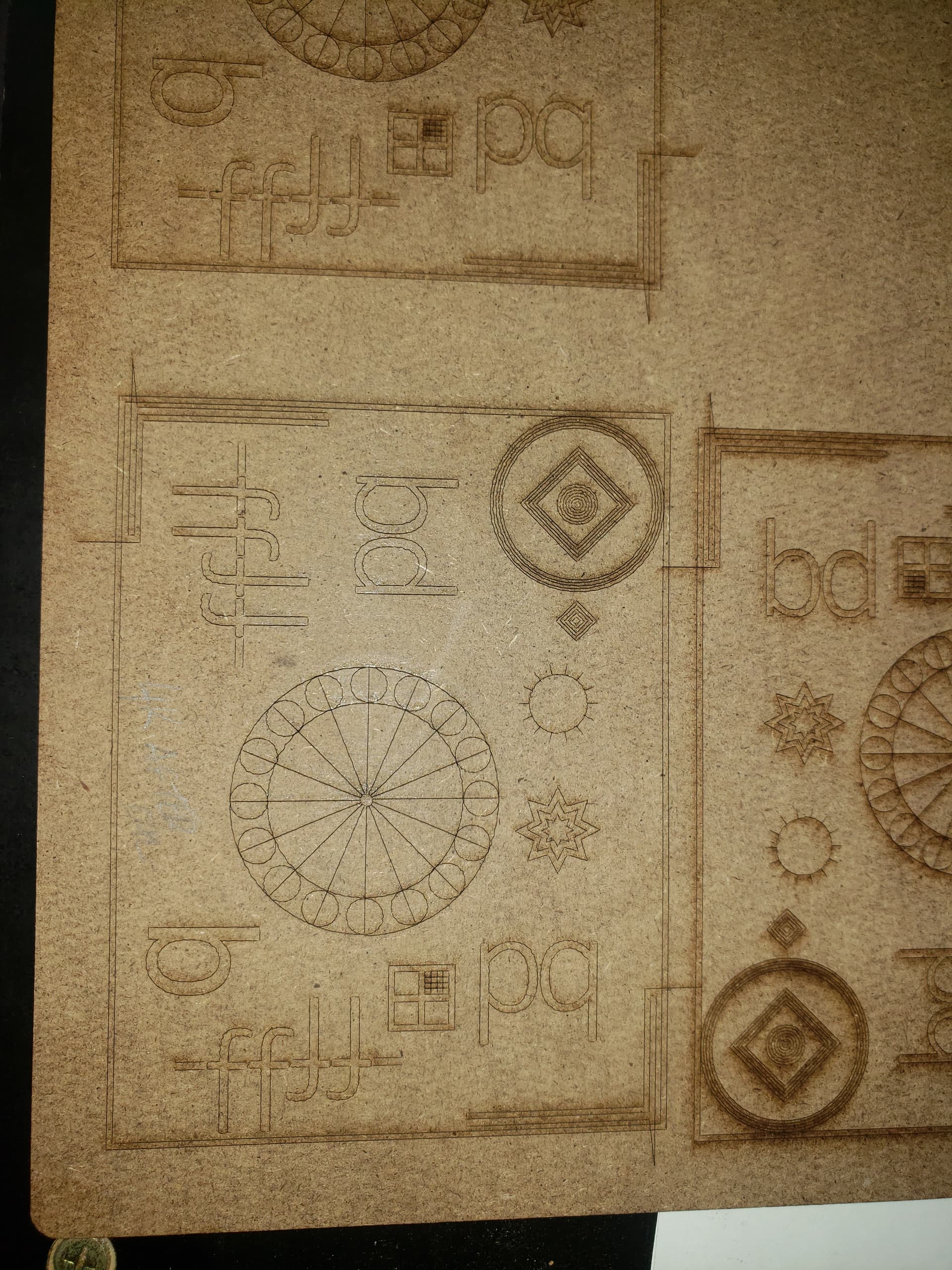
![]()
This was run at 4000 mm/m after tightening the x gt3 belt and re calibrating the x stepper motor. Processing: 17058293830085975763080411666040.jpg…
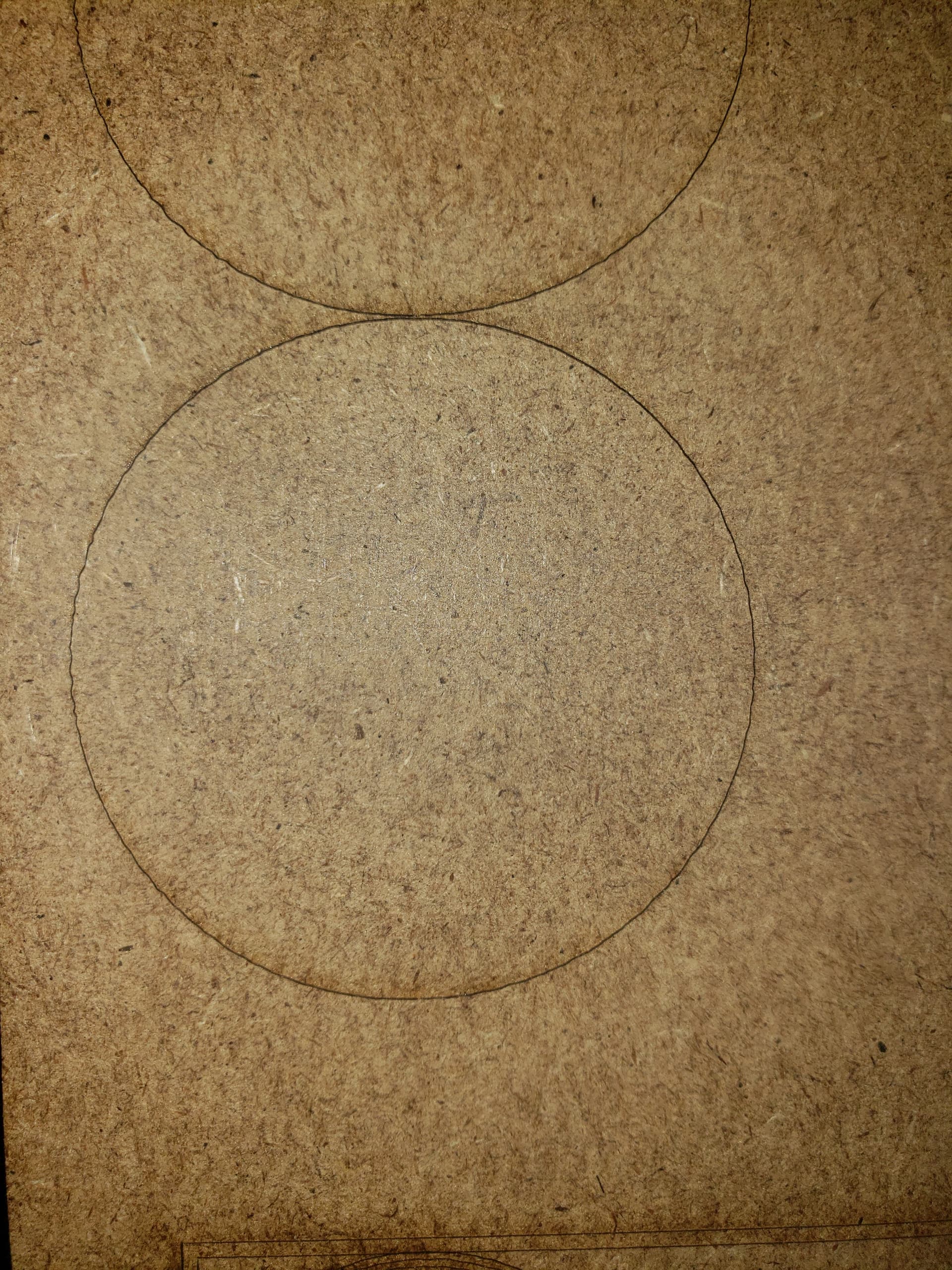
Also ran a single 44mm dia circle and could not fault it at all, to the point i could not find the beginning nor end point.
No harmonics, etc simple but painfully accurate maintenance and calibration.
Thanks every one for the information.
2 x 44mm circles @ 4000mm/m.
Don’t believe I can ask for more from the calibration/testing side of things.
For a job, I wouldn’t push to this speed if accuracy was required. Most of my work is artistic in nature with lots of detail, so speed is important.
You will notice that the biggest wobbles you will experience are right after a “rapid” motion
From maybe 1 shape to another
4000mm/min is quite respectable. Many purpose built frames for lasers can’t handle that on vector/Shapes like of the test.
Granted, as well these tests are built to exacerbate the issues.
A rule of thumb as well is
Small text, small shapes, will make it much harder
So if you have small lettering or many complex shapes with hard movements and changes of direction you are better of dropping speed down.
Think about a fighter pilot trying to do 90º turns in a few 100s of meters… the G forces will be … well Fatal!.
No different on cncs. The smallest the shape, the biggest the gforces the change in difrection of the big mass creates = Wobbles and issues.
You can use a calculator, with your acceleration value, to compute how fast you can go in a small area.
Good luck
![]()
Thanks Jack
Will have a play.
Great calculators on that page.