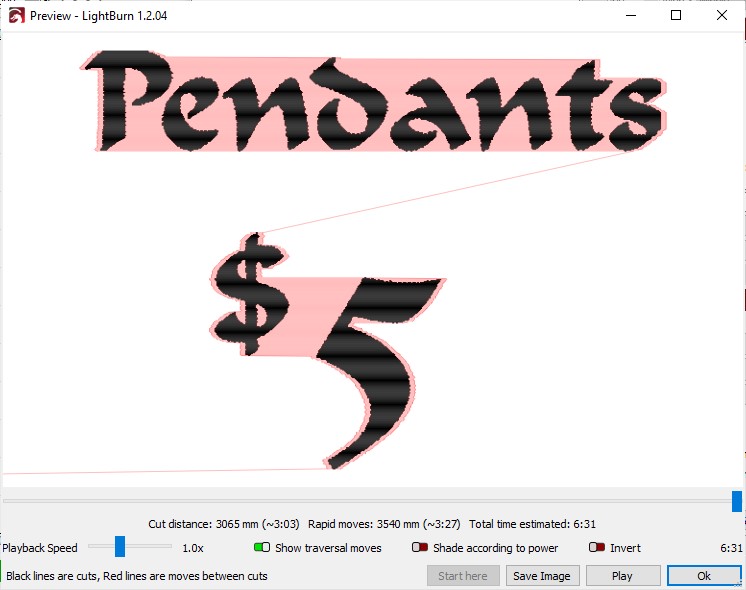
Here is the screenshot of the preview window.
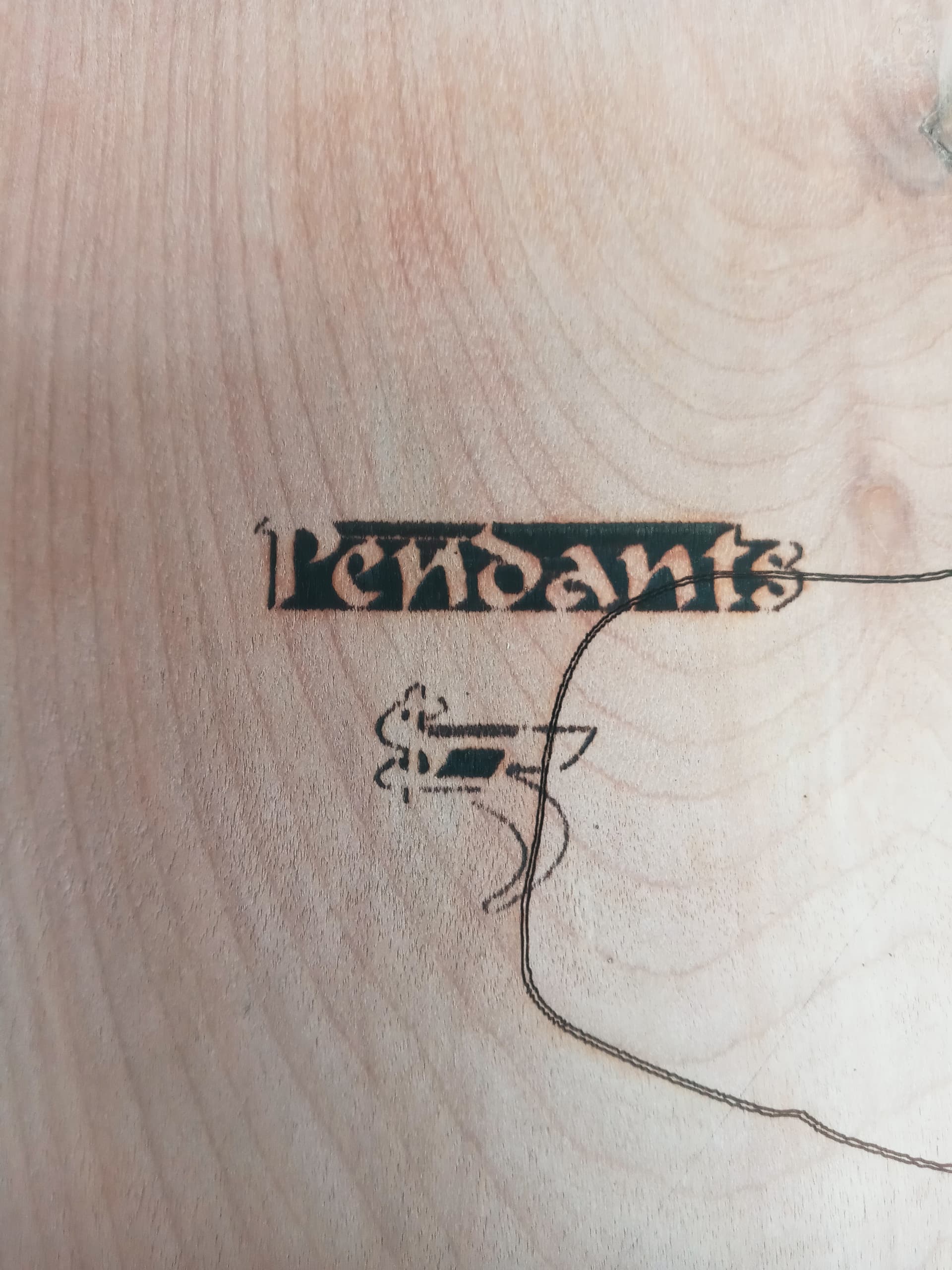
I also took a picture of the result from the laser etching.
As for the Marlin Profile, this one does not activate the laser, only the G6, (ex. M106 S0, replaced with G6 S0, meaning laser power at 0%) however one of the member mentioned that we have to add a G4 P0 before every G6 command, which is a time-consuming work.
The lightburn forum mentioned this situation on Any Cubic Mega Pro / Combo in Community Laser Talk created on October 2020. The owner/developer named Oz was part of the conversation. It was about 35 responses or so.