Chinese cabinet 60w, Ruida RDC6442G, LioghtBurn 9.20. Win10.
Not sure where to post this…
Problem: Have engraved a few “test” projects and have read & worked through successfully projects. All seeded to be fine. On two separate occasions I have sent a project from LB to the Laser. Two keep things simple as possible. @ layers, black engrave Fill, red cut Line. Blk 400/25% worked fine (needs some tweeking), but worked. Now Red(cut) 7/85% (23ma) (24ma max tube will output). This second layer Laser won’t fire. Travels the rectangle box but either a very light mark or no mark at all. Output “on” on both layers. I can go to the Rudia and press Pulse and the Laser fires @ 23ma. Back to LB will not fire but the head rounds the rectangle. Rectangle with hello inside.
I have sent the project to Ruida sucessfully and also just pressed Start on LB.
No errors showing on Ruida or LB. I have turned everything off for 30 min and restarted. Same problem. I ran a material pattern last night on Cast & Extruded Acrylic & 1/8" birch Fill and Cut and no problems. Ruida Max porwer set to 95% I’m at a complete loss.
You are cutting below 10mm/sec, which is the default “start speed” in a Ruida controller. At that speed, power starts ramping up from Min Power to Max Power. That speed means that it’s only using the Min Power setting, not the Max Power. If you’re cutting at or below that speed, set Min and Max power to the same value.
Nailed it. 1st set ruida min and max to 98%. Sent File no joy. Then LB set min/max to 98%. worked. Huge Thanks, Rick.
Just realized. Max is my desired % I want to use. So the question really refers to the min % setting.
Educational question. Should I just leave min and max at upper power levels? Advantages/disadvantages of leaving at upper powers. Why adjust min powers.
One additional (for now). Do I need to “send” projects to ruida or just press “start” in LB. Not understanding the reason 4 two options.
Start sends the job and more or less immediately starts running it, so the machine is receiving the file content while running the file. It’s stored as a temporary file, and cleared the next time you run something else.
Send uploads the file to the memory of the machine as a named file. You can then go to the machine and choose the file from the file list and run it from there. It’s not doing two things at once, and it gives you a chance to visually check the preview on the machine to make sure it’s what you want. You can also leave the file there and run it again later, if it’s something you run often.
If you’re engraving images, Send is preferred, because images have a lot of commands in a very short span, so they consume a lot of computation. If you go above a certain threshold in detail or speed (or both), it’s possible for the machine to be so busy running the job that it misses some incoming data, and corrupts it. For most things, ‘Start’ is fine.
I will go read the link sent. But thanks for the info and again, Rick, thank you. You saved a day of reading, hair pulling and cussing (luckily no one was near by)
Thank you my friend, have a great week.
@tnek I would check your tube specs again. 23 ma is high for a 60 watt tube. It won’t last long at 23 ma. It should be around 16-18 ma. 16-18 ma will get the most life out of the tube.
Thank You. My tube info, that I can find, is sn: Model: 1000mm, Power: blank, and the date. What I did was watch the ma digital reading inside side cabinet. I set controller to 8%, pressed pulse on controller got 1% moved to 8, 10% and then every 5%. When I got to 90% - 98% reading was 24ma.
16ma was 55%, 18ma was 65%. Now if that is best 4 my tube I can re-run my material tests and find the speeds I need to accomplish what I need.
A lot of “laser parameters” show power %'s at often at 80-95%. Thunder, Rabit for example. I moved from a K40 to this 60w. When deciding on the tube wattage it looked like 60w would be what I needed. I wanted to hopefully (wishing) to cut a 1/2 piece of ply and or wood without charging the heck out of it. Now wondering if I can cut a 3/8". Only had this for a very short time. LB only for a week or so.
Back to your comment, then I should stay in the 55% 16ma, to 60% 18ma for tube longevity? Thanks
Percentage does not directly equate to wattage. Ma does. The percentage just gives you a reference number that is easy to remember.
Everything depends on how your power supply is set. Some laser power supplies are set high and some are set low. There is a trimmer pot that adjust the max ma.
Some have full power (60 watts) at 50% and some have full power at 100%.
For instance, on my 60 watt machine, I have my laser psu set to give me max of 18 ma at 100% power.
On my little 30 watt machine, the laser psu is set to give max power (15 ma) at 50%.
Ma is key to tube life. 23 ma on your tube (60 watt) is probably putting it in the 65-70 watt range. Probably cuts awesome at that wattage but will have a short life span.
Ma ratings change based on tube wattage. The higher the wattage the higher the ma rating.
Yes, 18ma is as high as I would go for a 60 watt tube.
You will probably find that above 80-85%, you get no difference in ‘burn’ power, but running at that power level will significantly reduce the life of your tube - and I mean significantly reduce - as much as half.
For a business, that can be a business case justified by the additional speed you can achieve and thus, the cost of the job. Personally I prefer to run my tube about 2mA less than peak power and extend the tube life, and just work my speed/power within that.
It’s rare that I wish I had that 2mA back, as all my jobs are costed by the time taken, and it’s all relative.
A good way of checking is to make a series of burns from 30, 35, 40, 45…95% power at a relatively high speed (100mm/s) on clear acrylic.
You will see, visually, how far through the material the beam penetrates. Once you hit around 70%, you only get tiny incremental increases in depth of cut.
That can also be useful for gauging your low speed setting.
The low speed is used to compensate for cornering - you will see in the acrylic when you round a corner - square or rounded - that the depth of the beam extends some way further than when cutting in a straight line.
I have a bunch of 20mm square acrylic blocks I used to teach this in the lab, but a 3mm sheet will show you the same thing.
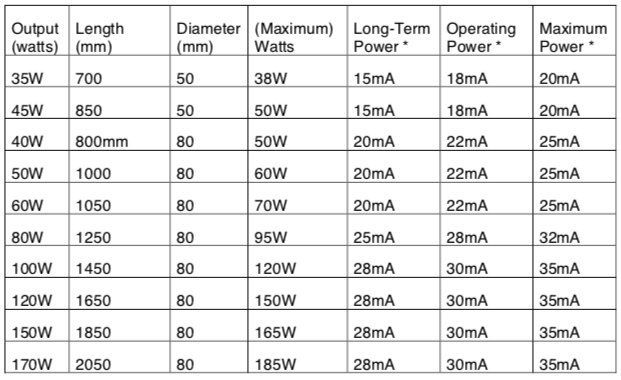
a 1000mm x 80mm tube is a 50W tube.
This table is averaged over the specs of five different tube manufacturers. As you can see 50/60W MAX power is 25mA, which is literally the very maximum you can run at before it all breaks down inside. It’s only used for calibrating the tube in the factory to give it its rating. Operating power is 22mA, and even that will result in a moderate life. Long Term power can extend the life by nearly 50%. In the case of a Reci, from 5000 hours to 8000+ hours.
Power out relative to mA in is not linear, as you have seen
Your LPSU, if it’s a discrete one dedicated to the laser alone, will have an adjustment pot where you can set your peak output power. I would suggest setting it to a maximum of 20mA, at which you can happily turn the power up to 100% and never overdrive the tube.
You would be surprised how little time it takes to burn out a tube at even a single mA over the rating - it’s a physics/chemistry thing - when you step over the line, weird things happen with the plasma.
People using the analog sweep mA meter as an indicator of power are opening themselves up to costly repairs. They are typically very poorly calibrated. You really need to use a digital multimeter to set the PSU.
Honestly, in nearly 30 years of doing this, I can say I would look at my sweep dial less than once a month, and only if I have a problem - usually because I’ve done something stupid like turned the power override knob down and forgotten to turn in back up. I’m on my machine at least 4-6 hours a day, churning out pieces.
In my previous life as a laser/CNC tech, most of my repairs of tubes and PSUs were due to overdriving through poor calibration and an over-reliance on the $5 part installed as a measuring device on the $10,000 laser.
Even a $10 digital multimeter is a better option for calibration.
If you are in it for the long haul, invest in a laser power meter - about $100-120. Bell Laser make an excellent unit. Useful for all manner of diagnostics.
Bo (I assume) thanks for the information. Not in order… I have a ZYE LPSU MYJG60W (50W/60W). The meter is digital fixed inside the PU casing w/o potentiometer. Viewing the meter is awkward and unable to monitor when cabinet door is closed. Sad to learn my tube is a 50W but that’s life and will upgrade when the tube needs replacing. Looks like I’ll need a different PS also.
Would installing a small digital amp meter inline, mounted where I can view it do any harm. I would think cutting the return black wire from the tube connecting the digital amp meter with some wire length would work.?.
I looked at Bell Laser there are a lot of the power meters that are very expensive, wow. However they offer some dial meters (100w & 200w) Mahoney at a lower price range. Seems the Mahoney are energy absorbing pad conneted to an analog meter. Are the Mahoney units what you are talking about and would it be a good choice in my situation?
In my case it appears I will have to keep aware of my % of power selection and keep it in the safer range.
Your ZYE PSU is fine for a bigger tube up to ~80W. They are a good brand, unusual to see on a budget machine.
I spec ZYE on all my machines, now Reci is out of the PSU business.
You only need the multimeter one time, to calibrate your PSU. You don’t need an ammeter, especially if your PSU is calibrated. If you set your PSU to 1-2 mA below your tube max, you know that running at 100% will be within the capabilities of the tube.
The Mahoney 200W is what I use at work - old school, but reliable and simple. It’s remarkably accurate. I wouldn’t consider the 100W one, as you will need to replace it one day
It’s a decent outlay, but you can hire it out or offer your services to resolve issues once you become familiar - it can calibrate pretty much any laser you will encounter.
I use it on diode, CO2 RF and DC, fibre lasers. It pays for itself in time and hair-pulling.
If its a hobby, maybe not worth it, but if you have a couple of grand or more invested, it’s a small price to pay. And if you get handy, you can have a decent side gig sorting out issues.
Good for checking the tube, mirrors and lenses. If you keep a log, you can tell if your tube is degrading. And you can tell your mates with diodes how little real power they are putting out - worth it just for that
Here’s a holder/stand, if you decide to get one. It makes it easy to do a reading without needing three hands. Mahoney holder.lbrn (21.4 KB)
As I was looking at the ZYE they have PS except for the 50/60w they have different PS for 80/90/100w. If/when I get a say 80 tube would the 50/60w PS work for the 80w?
I looked at some of the videos for Mahoney and saw some of the uses and can see where it would be handy. Bell has a great price on the Mahoney’s or did yesterday, close to 50% off. I’ll snag one tomorrow. The price for the 100w vs 200w is only a few dollars.
Right now this Laser I’m with hopes of making some $. I’v got health and mobility problems here so the great idea of helping others isn’t really an opportunity I can take advantage of.
I bought the 60w (50W) Partially for the larger work area. the K40 is incredibly small for some applications. For the most part all is good.
Thanks for the file and I really appreciate the help/advice. I’ll make good use of it.
My best.
I’m afraid my ignorance is showing, but what use are wattage/current numbers without a known voltage? Is there a ‘standard’ supply voltage? Doing the math, I’m guessing that it’s around 2.5kv, but I’m kind of lost as to what’s placarded and what is real world use. Someone mentioned it’s what the psu is set to…? Seems to me to know the watts input, you’d have to know the supply voltage…??? Sorry, but I’m new to CO2 lasers.
a ‘50W’ laser, in theory, puts out 50 watts of energy at it’s maximum rated amps. It neither draws nor puts out ‘50 watts’ in electrical terms.
Most DC longitudinally-excited ‘glass’ CO2 lasers operate between 20-40KV - a 40W tubes excite level is 20KV, a 100W needs 28KV, a 150W needs about 35KV and a 180W about 40KV.
You have no control over this, it’s dependent on the LOPT in the PSU, which is fixed at manufacture.
As long as your supply can reach the required excite voltage, the only figure that matters is the amps, as that dictates how much power the tube is going to output. 20KV at 1mA on a 40W tube will output about 0.5W, at 15mA it will output about 25W, at 30mA it will output about 60W for a second or two.