Hello folks. I have a 1300x900 with a Reci W6 130 watt tube. The controller is a Rudia 6445. The system is 3 months old and the tube was manufactured November 2020.
When we first got it as expected the alignment was in poor shape. We aligned it and was able to get it to cut but when exceeding 5 mm birch plywood we started to obtain difficulty. The tube power supply was turned up fully and one of the first things I did was set the power supply to limit the output to 28mA when the controller or light burn was at 100%. This was set using both the power supply digital display and an inline analog mA meter.
During the alignment I found that the set screws were of poor quality so I ordered a beam combiner integrated with the first mirror along with the second and laser head from Cloudray. We went through the alignment process and was able to get the beam aligned with the burn marks landing on top of each other at each end of the axis. I also shot the beam through some plexiglass to determine if the beam was leaving straight from the nozzle.
For focus distance I am using a 2.5 inch focal length and set initially with a caliper and adjusted by firing several pulses to obtain smallest output dot.
We are currently using the typical supplied air pump for air assist.
All of that to explain my current problems.
-
I feel that I have no power. Currently to cut through 6 mm Atlantic birch plywood I have having to run at 7.5 mm/sec with an 85% output. Tube is seeing about 24 mA.
-
The laser head gets warm to the touch and I am not sure if this is normal.
-
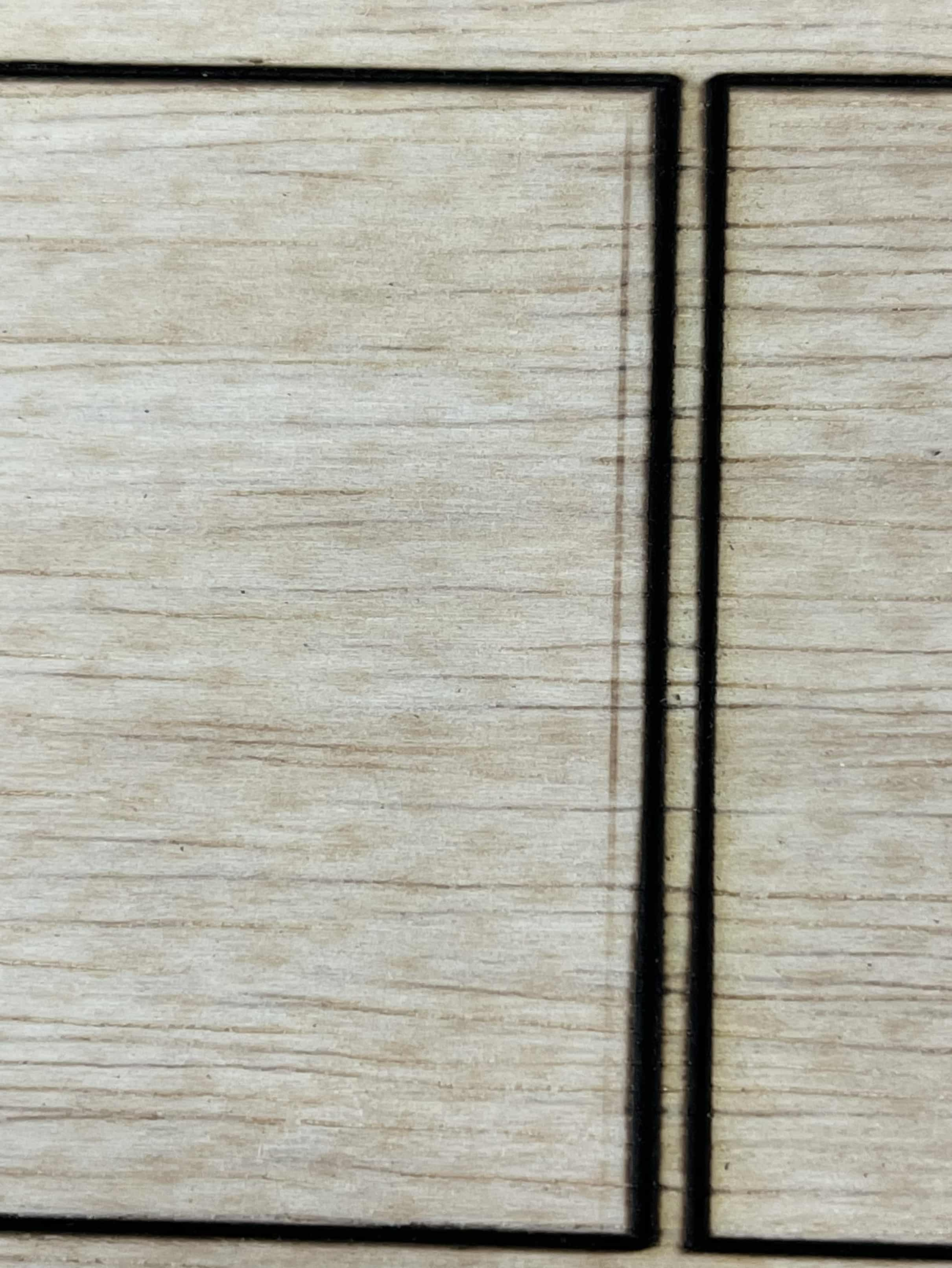
Lastly I have noticed a faint line parallel to the cut. I have attached a photo of it.
I am hoping this forum will be able to give me some direction since I have not run across anyone in my immediate area to assist.