I meant opposite you mentioned . My delays ( which I would expect ) are not unwanted but wanted … if we are talking about delays ( Software ones ) after beam starts so sth like M106 S255 for marlin …
So I should have done this investigation immediately after I found issue. Never mind , I am still learning
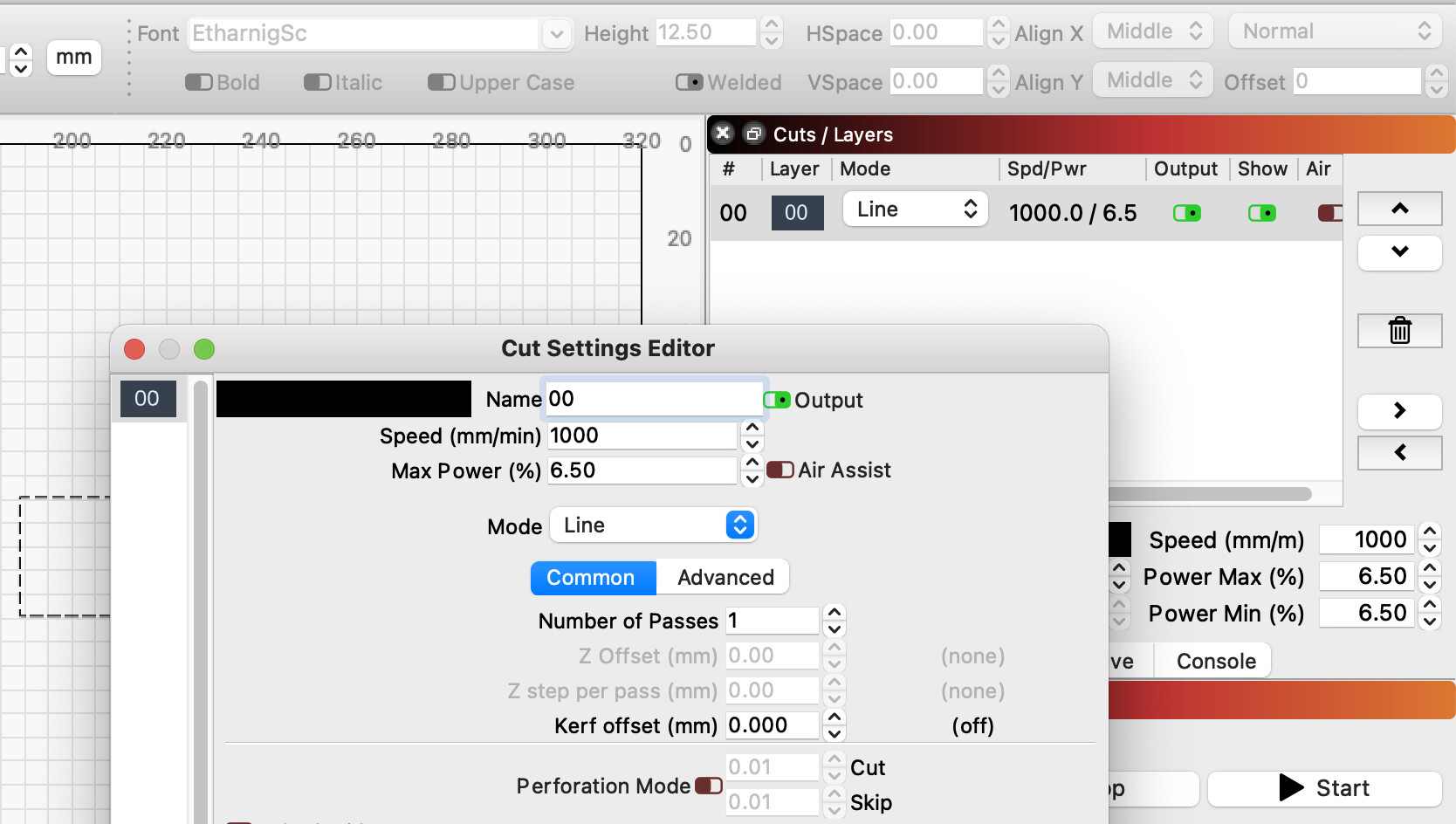
In program it is stated as dwell time which is correct.
It also can be programmed correctly before beam starts and cutting movements starts ( as it is )
I identified G4 P10 command in file…
Checked only Marlin G Code documentation , from what I see there are two options
G4 [P<time (ms)>] [S<time (sec)>] - where S time first
In a G code I generated is : G4 P10 which fits , because time in a program is [ms] and I basically overlooked it so for 10s should use value: 10000 ms
but this at the end will not “fix” my issue which is delay on HW side ( switching )
because G code is :
G4 P1
M106 S0
G0X7.77 Y21.774 F0
G4 P10
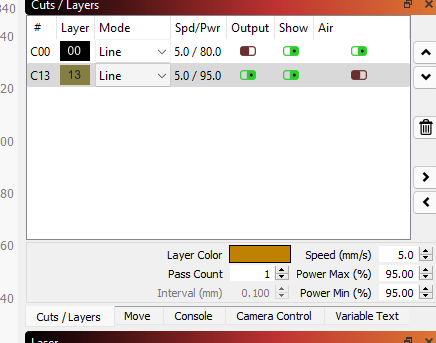
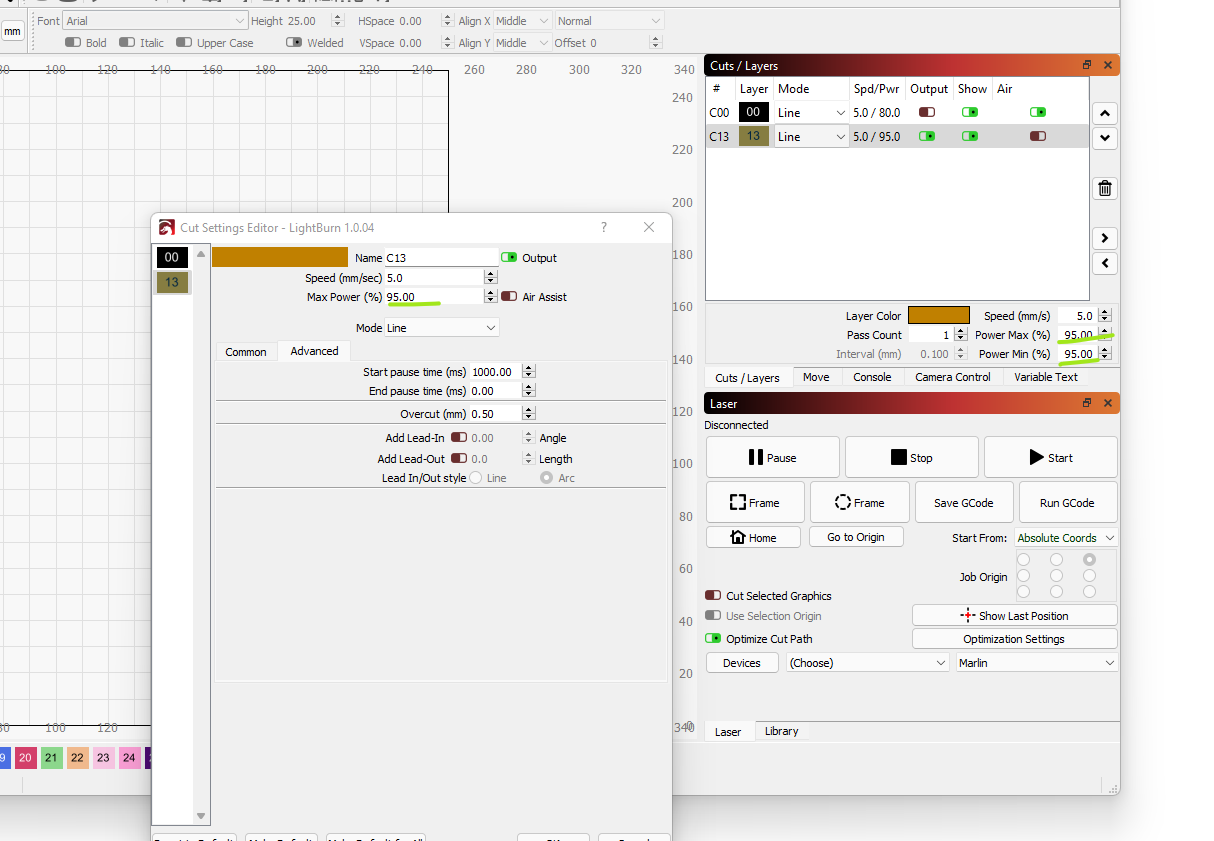
; Layer C13
M106 S242.3
G1X8.159 Y22.169 F300
and I would need
G4 P1
M106 S0
G0X7.77 Y21.774 F0
M106 S242.3
G4 P10
; Layer C13
G1X8.159 Y22.169 F300
because of my (simlply) “slow” hardware and of course I would need replace P10 with e.g. P200.
Do not know for which purpose
“Dwell time at the start of cut” is used in this order but I need to change the order.
From the program side some aditional checkbox would solve of course the issue ( or rather radio button ) like :
Start delay "Dwel "
a) before switching on the laser
b) after switching on the laser
( and maybe same at the end if needed )
if no functionality that can solve my issue is already implemented
What I can do for now is , I am able to locate the position of start dwell ( can turn off end dwell before in sw and generate G code)
by finding string ( line) that contains “Layer + name” in it .
And adding new l G4 command after found line +1 so after M106 S242.3 in mentioned case …
it switches the laser on first, and than waits for few milliseconds and continue in work …
I think this will solve my issue . My machine is not laser cutter , is mainly 3D printer and contains marilin , allows me to move Z and with my custom setup put laser on and off with ease .
Thanks so much !
edit: I have programmed the tool , tomorrow I will test it .