Snapmaker 2 A350 Gcode Dwell time.
What is the default laser on dwell time if G4 Px is not used?
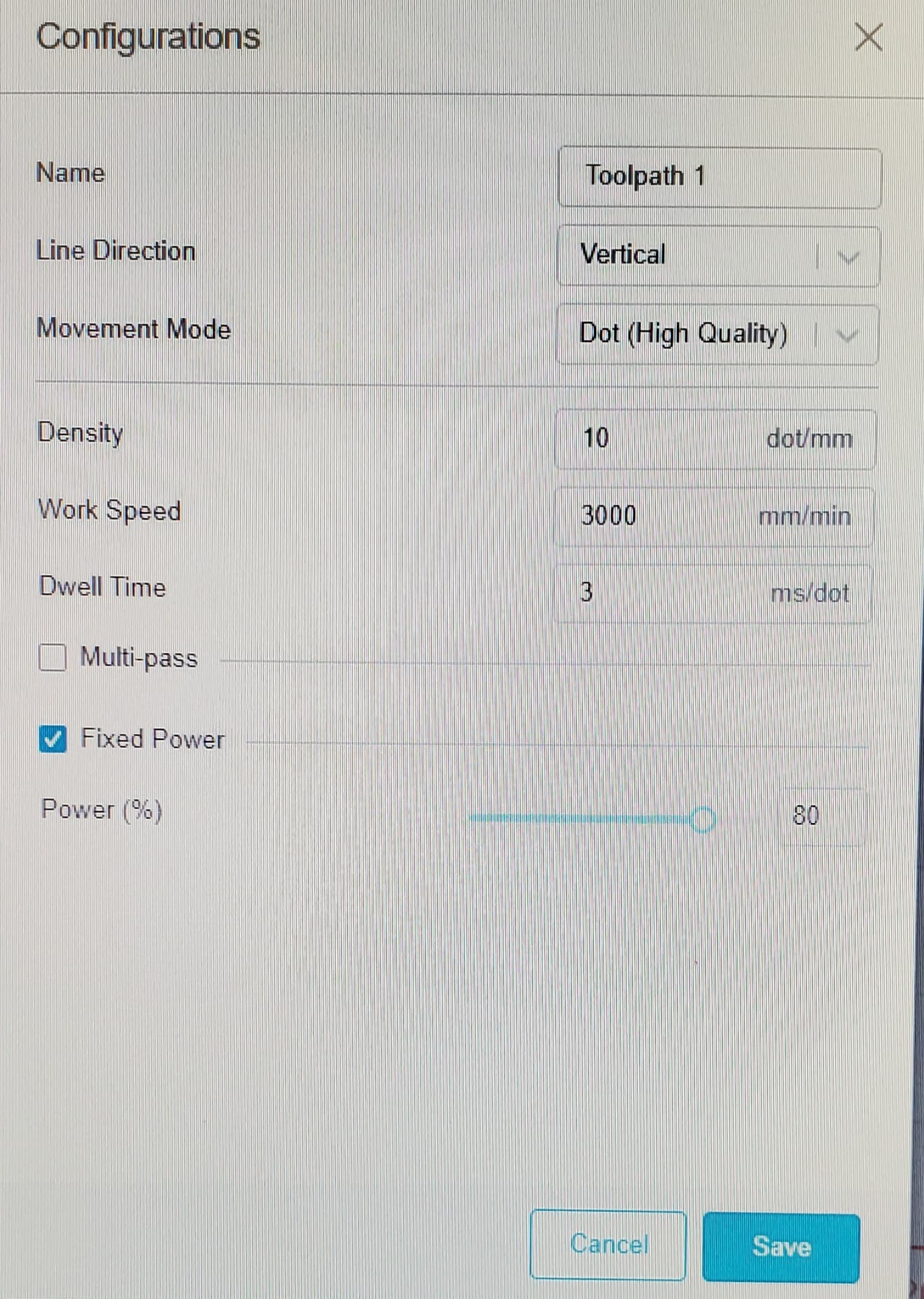
Using Snapmaker Luban software there is a setting for this (G4 Px), 0.1-1000ms/dot.
Gcode generated from Lightburn does not contain this setting and I didn’t know how this was handled by the controller.
There is no dwell at all per dot - the laser moves continuously at a constant speed, varying the power as it goes.
Here is a sample of the Gcode generated by both Snapmaker Luban and Lightburn for the same image.
Note the G4 Px dwell entry in the Luban code. Also included is a picture of the Luban settings screen showing the selection for dwell time (not for the same file, but it shows the selection)
LUBAN
; G-code for laser engraving
; Generated by Snapmaker Luban
; Sun Aug 01 2021 11:53:27
G90
G21
; G-code START <<<
M106 P0 S255
G1 F3000
G1 X3.30 Y94.90
M3 P35 S89
G4 P010
LIGHTBURN
; LightBurn 0.9.24
; SnapMaker device profile, absolute coords
; Bounds: X4.99 Y3.82 to X94.85 Y96.26
G21
G90
; Image @ 3000 mm/min, 35% power
M107
M05
G0X4.99 Y96.26 F2000
; Layer C00
G91
M03 P0 S0
G1Y-1.25 F3000
M03 P35 S88.9
That’s going to take a very long time to run the image, and will ‘shudder’ as the machine starts and stops for every dot. It shouldn’t be necessary.
And that’s exactly the problem that I’ve been having. The shuddering and excessive times, but it occurs with either the Luban or Lightburn gcode. I don’t know if there is a built in (firmware) default value for this or not.
I’ve been fighting with Snapmaker about this issue with their Snapmaker 2 for almost 6 months now. This behavior is not present with their Snapmaker Original, that one operates normally.
Oh, I see - I don’t know either, honestly. That would be a question for Snapmaker, but it doesn’t seem likely. G4 Pxxx is a dwell command, so if Luban is adding that to every line that fires the laser, it doesn’t seem like it would have a default.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.