i have an ortur laser master 2. i keep receiving this following whenever i try to move the laser head through lightburn;
Waiting for connection…
ok
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2]
[OLF: 140]
[DATE:13:36:28 - Dec 31 2020]
[VER:1.1h.20190903:]
[OPT:VNZHI,99,254]
Target buffer size found
ok
Homing
ok
Starting stream
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
On or near line 2:
Stream completed in 0:00
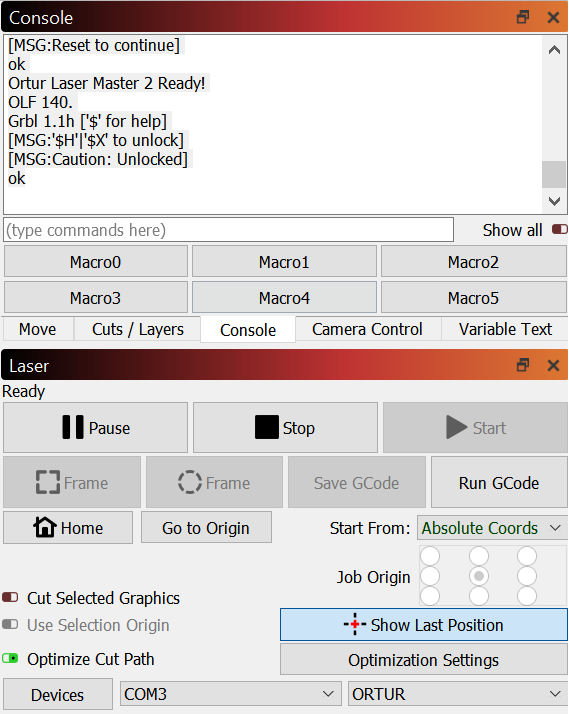
[MSG:Reset to continue]
ok
Ortur Laser Master 2 Ready!
OLF 140.
Grbl 1.1h [’$’ for help]
[MSG:’$H’|’$X’ to unlock]
[MSG:Caution: Unlocked]
ok
I do not understand any of this. i have read many different forums and fixes but i cannot seem to get anything to work. any and all help would be greatly appreciated.
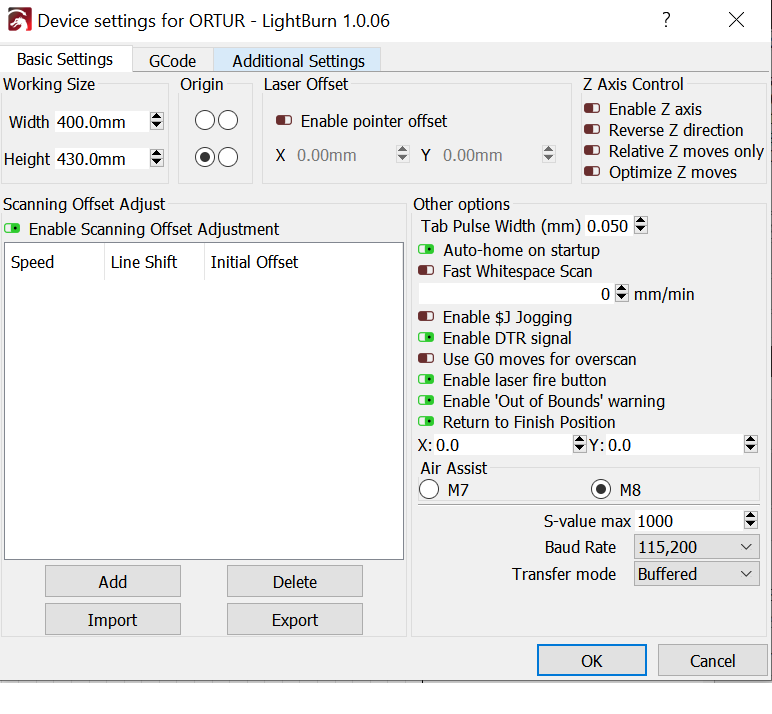
here are images that i have often seen requested to aid in assistance.
Can you explain the specific circumstances when this happens? Is this immediately after the homing process? Do you get this with the first attempt at moving the laser head? Are you using the Move window jog controls?
Please also confirm that machine is homing to the front left of the machine when you turn it on and when LightBurn connects.
It is not immediately after the homing, and yes it does home to the front left. Is it supposed to hit the limit switch when it homes?
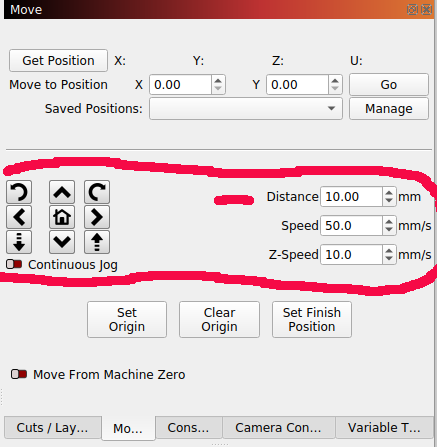
Im not entirely sure what jog controls are but if they are the arrows in the move tab then yes. The alarm happens if I try to use them, put in coordinates, or use the location tool on the far left toolbar. It does not give me the alarm when I hit home though.
The way a machine homes it so move in a predetermined direction until it triggers a ‘limit’ switch. It then backs off the switch and re-engages the switch at a slower speed for a more accurate position. It will then back off the switch a pre-programmed amount.
So Yes, it’s supposed to hit the switches.
When you move the ‘machine’ via the ‘move’ window it’s called a ‘jog’ no matter what you are moving…
In the ‘move’ window you can set a ‘distance’ to ‘jog’. Might lower this to something like 1, until you get it operational. This is how far it will attempt to move with each ‘jog’.
If you move it with the arrow keys, does it move at all before the error?
Error 2 states you are attempting to move it out of it’s quadrant or work area.
Thank you. Changing the speed from 6000 mm/m to 400 mm/m has allowed me to use the arrows to move the head. The location tool and “move to position” are still giving the Alarm 2 error. I’ve tried lower speed values to no avail.
Scroll down until you find your specific laser. There are detailed instructions there. Follow them very precisely. If you’re uncertain about something either circle back here or just don’t apply the update.