I apologize upfront for being new at this and being lost. I have a chinese 3018 CNC unit with a Woodpecker CNC control board that has GRBL 1.1h loaded. I have wiped the eeprom and reloaded the GRBL.
What I can’t seem to figure out is how to set the $2, $3, $23 in the GRBL to get this unit to home and start at a bed corner that equals X 0, Y 0 - then moves in positive direction (cartesian scale) that matches the bed grid.
I may have this wrong but what I think I am looking for is the ability to turn the unit on, hit the home button, then when the home cycle is complete get the position and have it read X=0, Y-0. Then if I move off the of the home corner onto the bed have the X and Y coordinates move in a positive direction.
Right now if I move the lase the X and Y go into negative numbers and the positive quadrant does not align with the bed grid.
Default GRBL build for CNC machines homes and sets negative coordinates to be the ones going into the work area. It’s dumb. The workspace offset Blake points out should work for you, as long as you also have $10 set to 0 so the machine reports its position relative to the current workspace origin, not the machine origin.
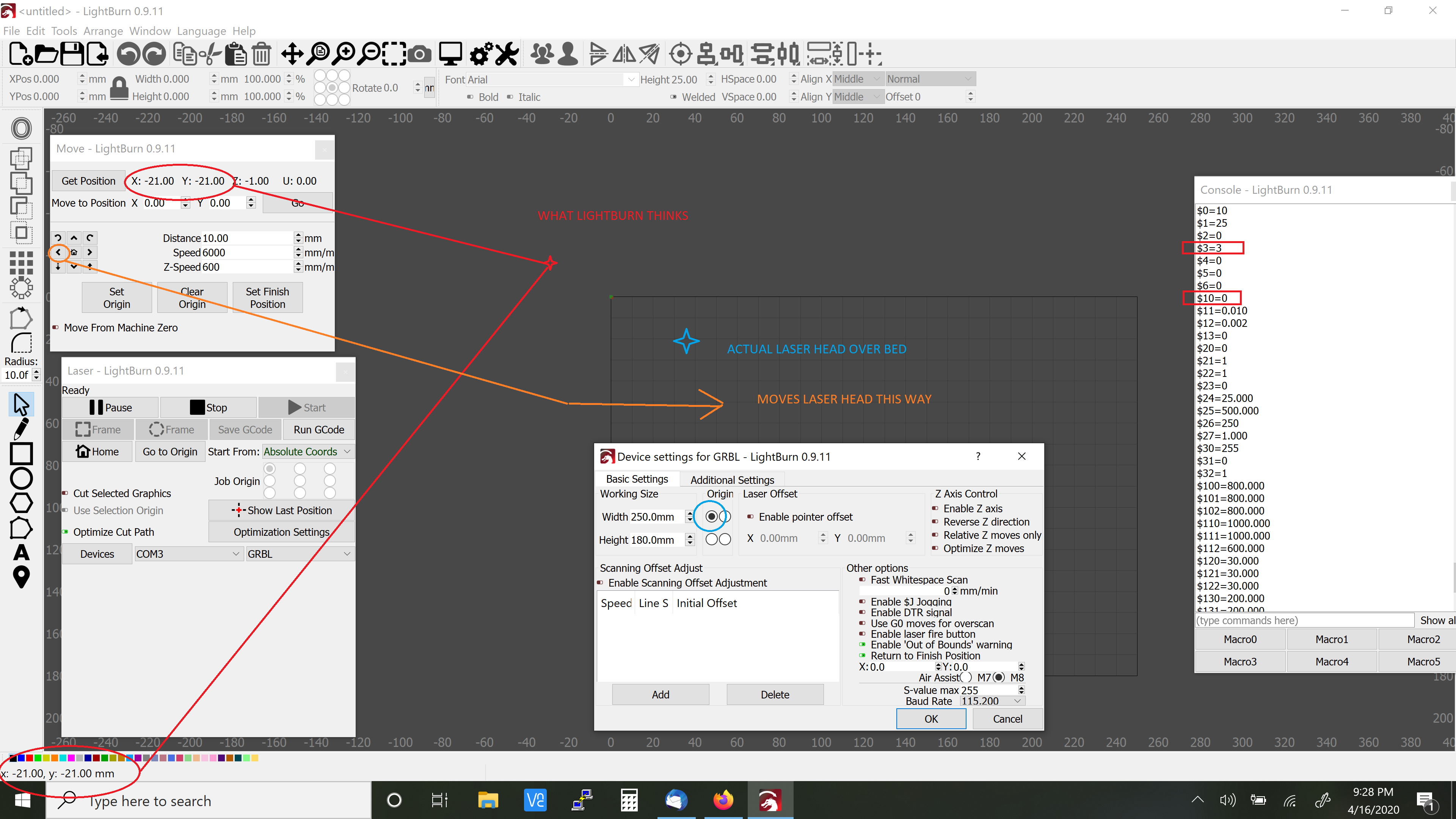
Thank you for the reply. I spent 12 hours and a 12 pack on this and I’m still not getting this to work. I have attached a new pic from my PC. I have tried many combinations of $2, $3, and $23 in an effort to get the home command to align with the device origin, and movement arrow keys - and feel like a cat chasing a laser dot on the floor.
No matter what I try Lightburn thinks it’s catty-corner of the bed. Any ideas?
Those are not the right way to do this - All they do is reverse the motor direction or stepping polarity, so you shouldn’t be changing those unless you’re sure you have an issue with the hardware.
Moving the origin point is usually pretty easy - you can do it one of the following ways:
Move the head to the front-left corner, then power cycle the laser controller.
Jog the head to to front left corner, enter G92 X0 Y0 in the console and press enter
Home the machine, then enter G10 L2 P1 X-(xsize) Y-(ysize) where xsize and ysize are the travel lengths of each axis, and the numbers are negative. This is what the link above in “common grbl setups” describes, but it only works if the machine has homing switches, and most 3018’s don’t.