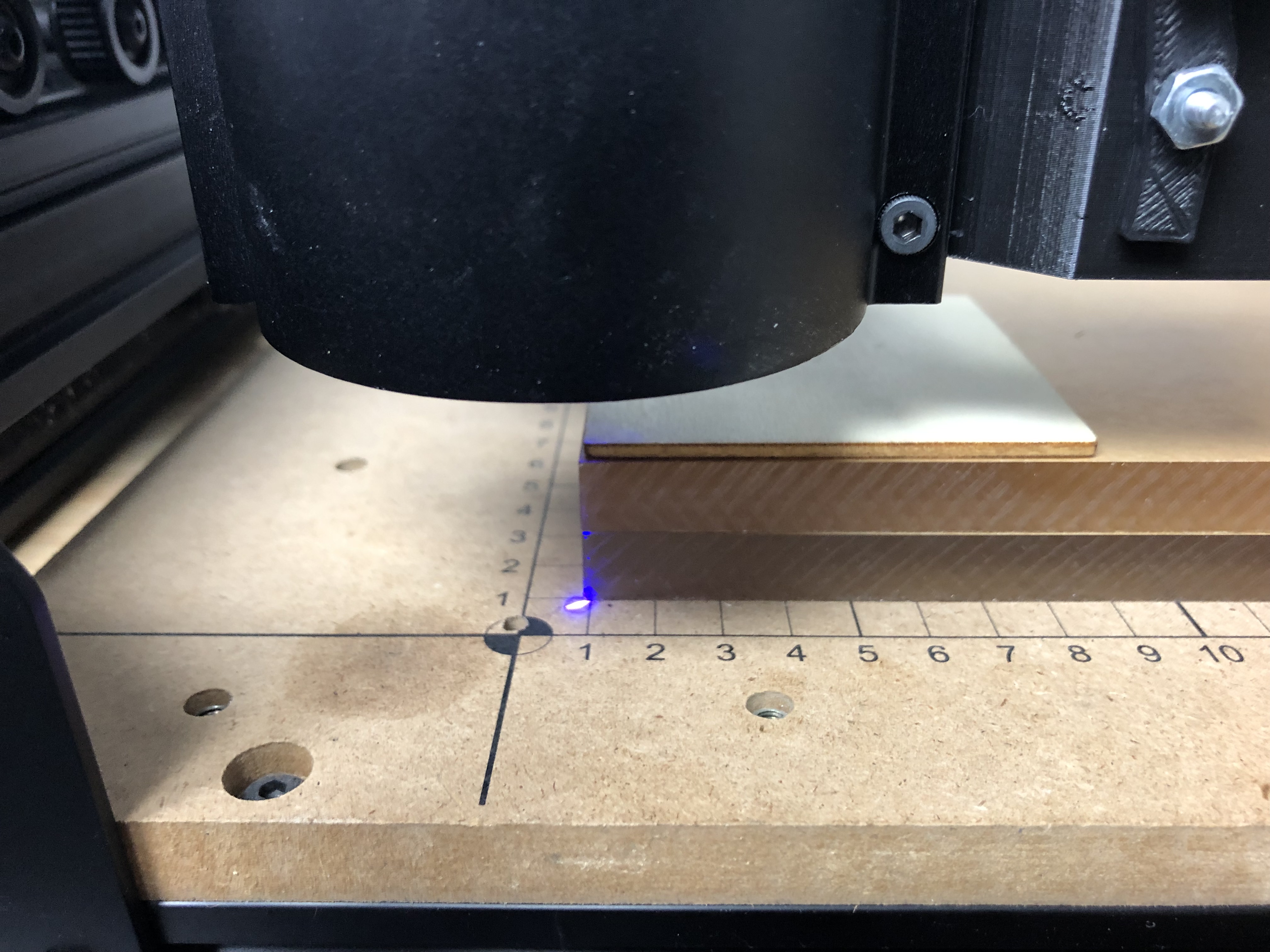
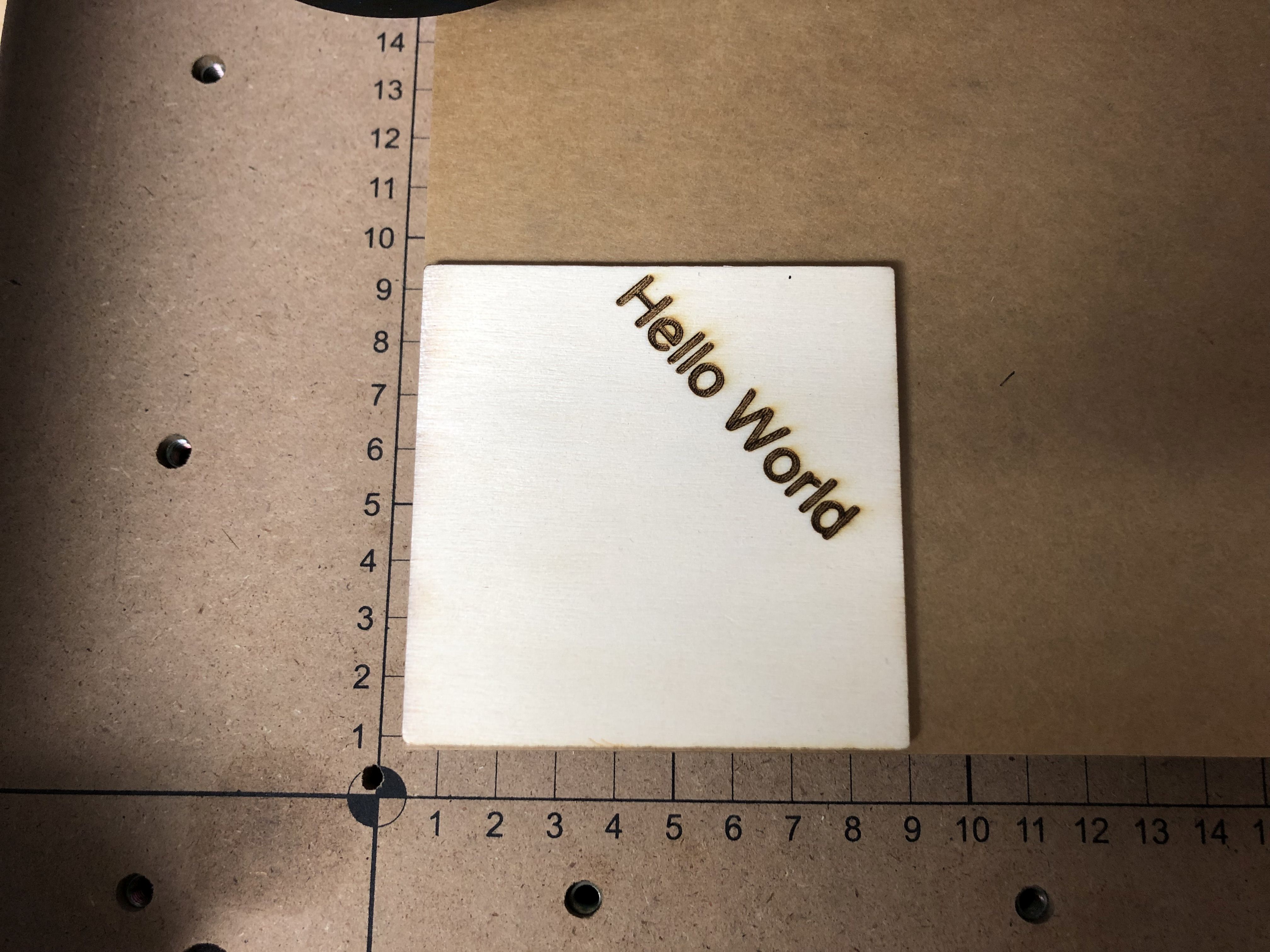
I’m having a problem with starting origin. I have my X-Carve 500mm set to home to the 0,0 point of the workspace. I have my material at the 10,10 point and I jog to that point. It doesn’t seem to matter what origin setting I use, lightburn shows the origin at about 25,25 and the burn is off by about that amount as well. I’ve tried everything to try to get lightburn to be the same as the jog point.
Any ideas?
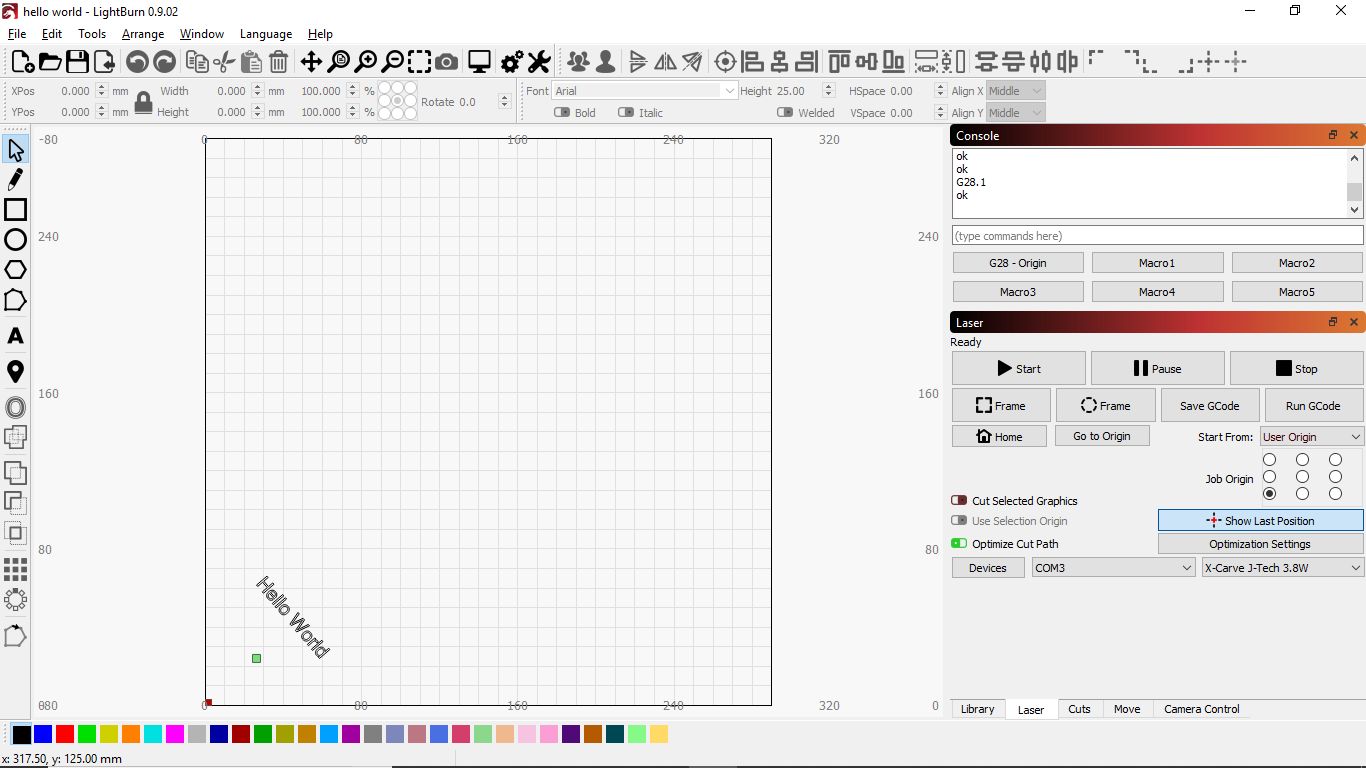
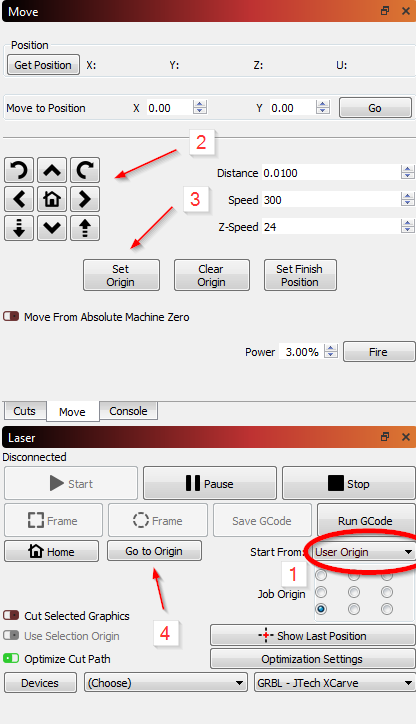
I also have an XCarve and have been very confused on this topic. Oz and I had a fairly good thread going last week about what I called “Work Zero” but I cannot get my machine to work correctly. Based on the documentation page you referenced, I should be able to do what I am showing in the screen shot below. 1. Set “Start From” to User Origin, 2. Move the laser to a point, 3. Click “Set Origin”, 4.Then after either moving the laser or stopping the job, click “Go to Origin” to return to point set in step 3.
I cannot get this to work. When I do the steps described above the laser moves to a point which seems to be the point where the laser was located when I start LB.
Donnie: When you power up your machine, if you use the “Move to Position” feature to send the laser to 0,0 where does it go?
Peter: Looking at your setup, you have a G28 macro - are you altering the machine origin as part of your normal workflow, or are you leaving it set to the front-left position? LightBurn expects the machine origin to be front left, always, and if you’re changing it, you’re messing up it’s reference point, and that will likely offset your jobs.
I setup a G28 for a Jig I use & I use it to return to the same spot after a homing.
I’m now having the negative workspace issues. I have a G54 of X-250 Y-250 and a $10=0.
I can home and jog ok, but when I try to use Go To or Move laser here I’m slamming the turret.
What else am I missing?
Can you copy / paste your controller responses for these console commands?: $$ and $#
If you type G0 X0 Y0 in the console, the machine should jog to the front left, and then clicking the “Get Positions” button should report 0,0 as the position. Can you verify that both of those things are true?
Here ya go.
I think it might be working now. I shut everything off and then restarted. Might have had a stuck setting or something. Going to try a test burn.