So iv had my c02 100watt laser for about 7months now. Its really been an amazing machine except for this what might be a large or small issue. But for the life of me, i just can seem to figure it out.
Firstly the machine wont fire below 25% which might be fine because its a CO2 glass tube…but i keep seeing other machines cut 3mm MDF at that power.
Secondly…my machine below 47% power will just not cut 3mm MDF. At 48% power its absolutely fine. Anything below and it makes a funny crackling sound at the nozzle, not at the power supply and wont even cut a tiny bit into 3mm mdf. Its my sexond power suppply and tube which i replace because of the same issue with the first set. It will engrave beautifully at anything above 25% power as a side not.
So, i feel like i need to re-do the alignment 1 more time. But i also feel like i might have contamination in my water chiller, which is a CW5000. I will start with your checklist and work my way through it. Post up a video or a picture of what exactly its doing. But its the most bizarre issue iv ever come across.
As soon as i start to drop the power % in LB, to below 46% i can hear it crackling at the nozzle, and it barely cuts .5 of a mill into the MDF. But i can engrave from 25% upwards no issue.
This is a tip off, but can’t relate it. Assume it’s ‘high voltage’ crackling. Usually this occurs when the tube fails, but the arcing is at the anode not the cathode (ground).
Does the ‘return’ or cathode end of the tube have a good return to the lps.?
Ensure the ‘path’ from the cathode → meter → lps are solid.
How could this occur with a closed system? Or is it algae?
At this point if it’s flowing, that can be corrected. If it has particles that stick in the tube, that’s different.
I have a cw5202 model.
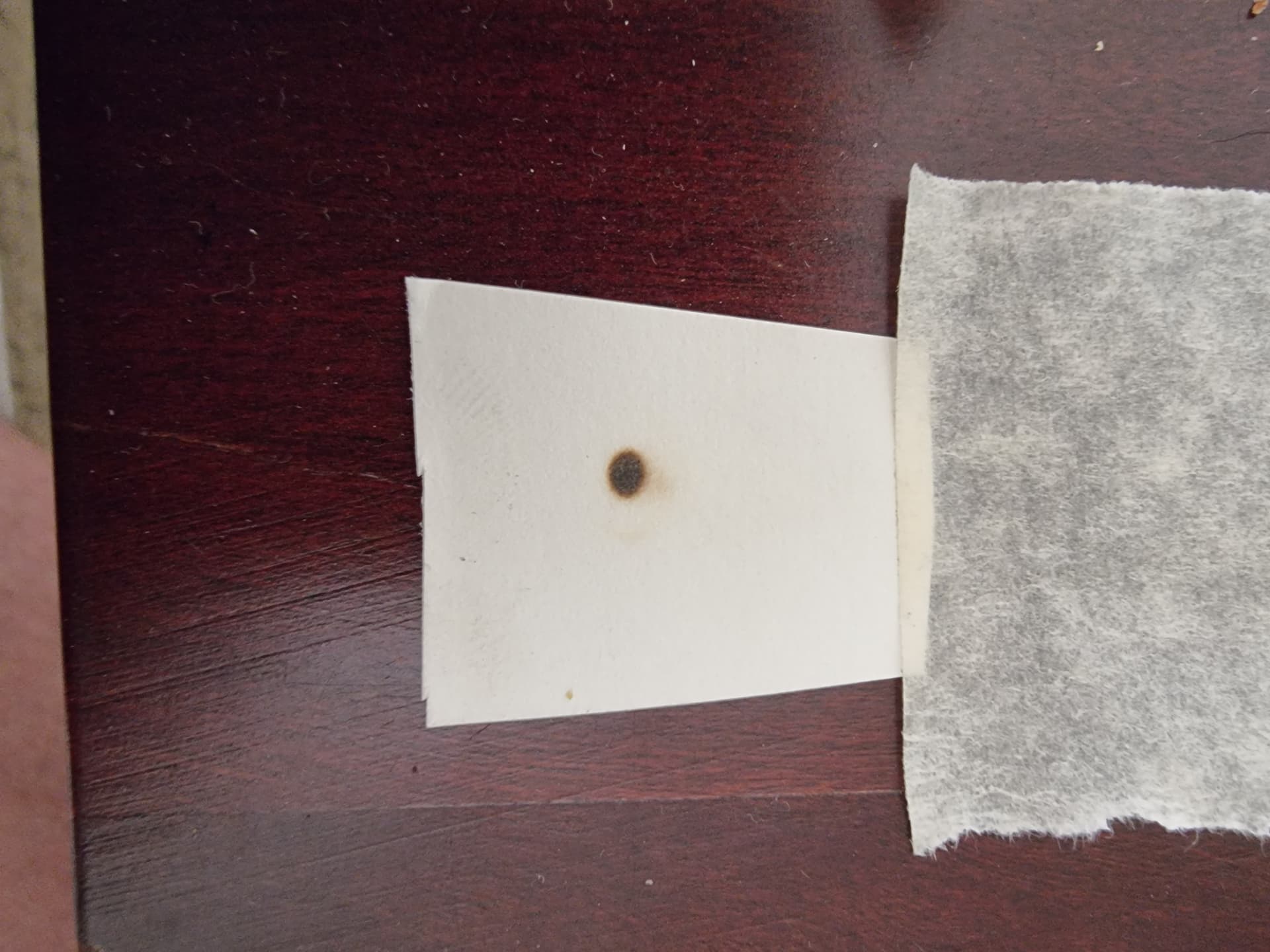
I think a photo of what the beam target looks like at m1 would help. Can you do that?
Show us the beam so we can tell if it’s resonating properly.
Sorry, been away from my machine for a few weeks. But i spent some time yesterday re-aligning the mirrors. They were terribly off. But still doesnt explain my power delivery issues.
1 - I can engrave from 10% upto 45% cleanly no funny half power crackling at the nozzle.
2 - cutting from 10% up to what seems now and then up to 45% will make that funny half power crackling noise at the nozzle. To bring the power down i have to make a cut at 51%, the next cut i can turn it down to 45% it will make that crackling sound, halfway cut through, then it changes mid cut to its correct power output and cuts cleanly. When you lift the 3mm mdf up you can see where the power changes mid cut.
Just a reminder is a 100watt, peak power is 122C02 laser
Also i replaced the water just incase of any contamination. Double checked for any arcing in the tube or outside of the tube.
No tape, they are held in by the frame on the mirror. This is two shots, near far…
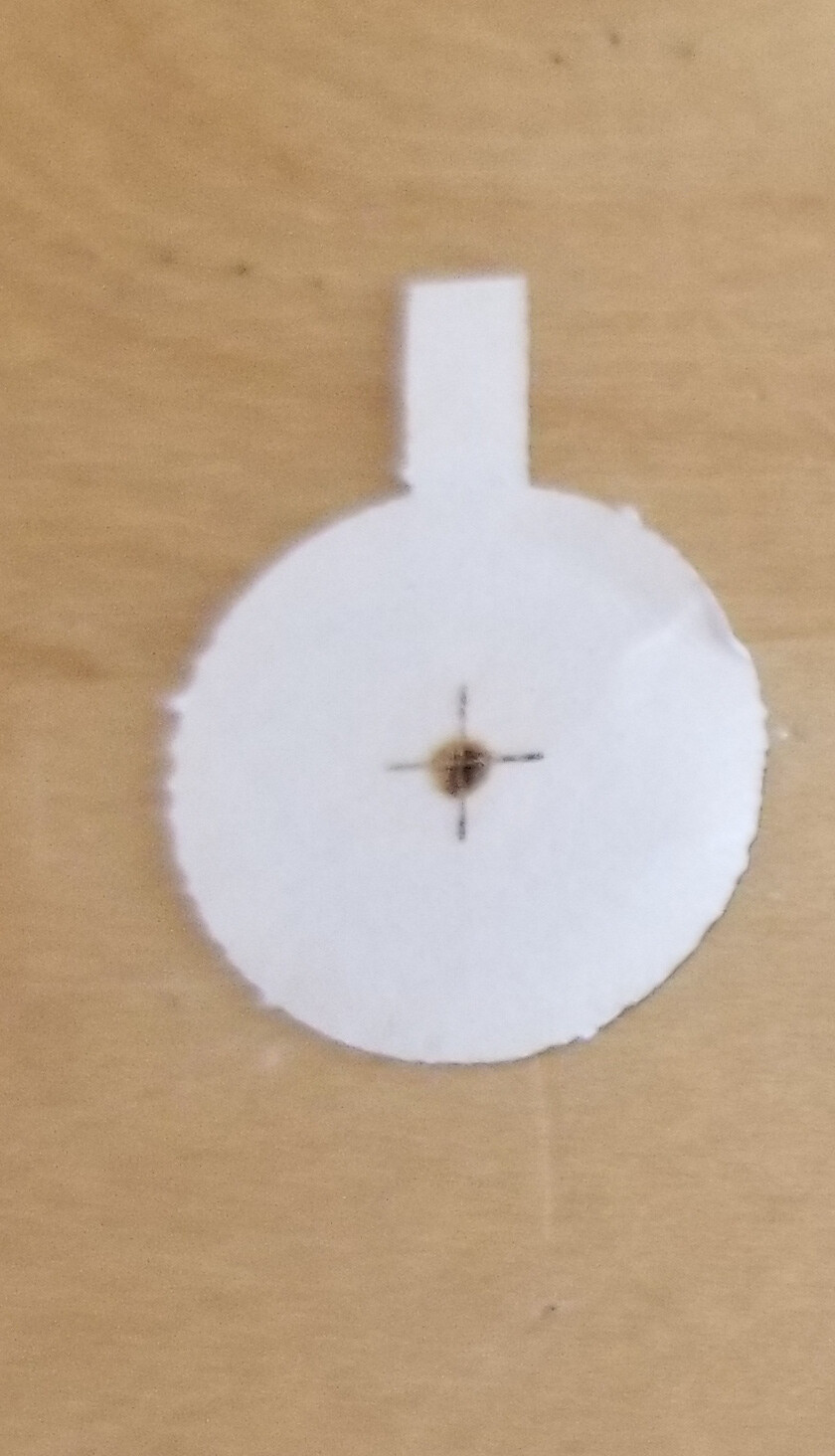
I set my pulse to 1mS and the lowest it will fire to give me a brown dot so we can see the power distribution. A good place to start is at the beginning…
As you get further away you might have to pulse it a couple of time to get a dot. Don’t want a hole or anything other than TEM0 state of resonance.