For context:
We have a generic Chinese machine that we run for ~6 hours each day (Mon-Fri) cutting mostly 2mm to 9mm MDF. We clean the lens and mirrors at least once a day, usually multiple times a day. We’ve not changed any of our cutting settings, materials suppliers, or machine parts recently before this issue.
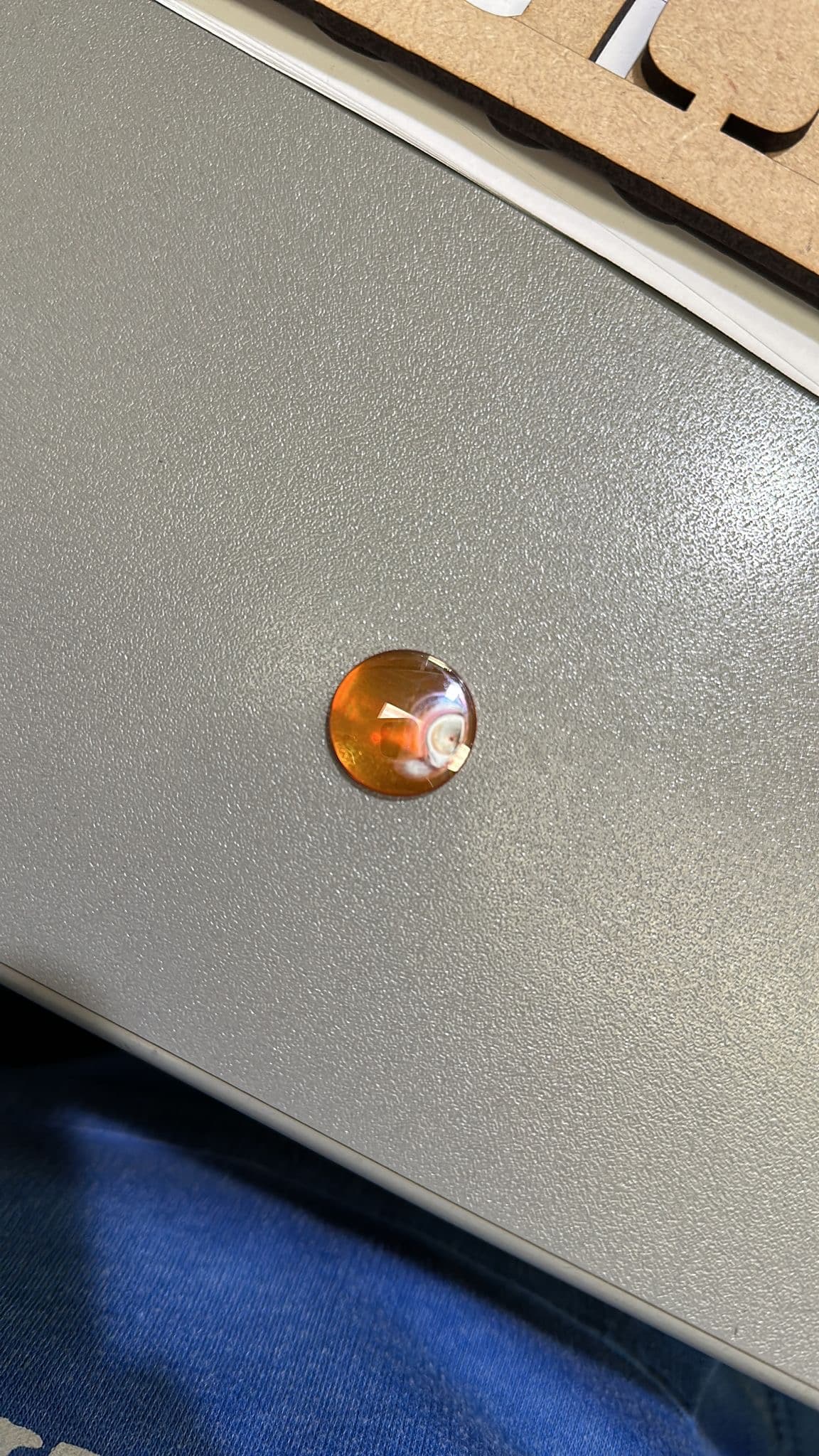
Issue:
Recently our laser burnt through the lens (pic attached). This has never happened before in the last 8 months we’ve had the machine (pre-owned). We checked all the mirror alignments and cleaned all the mirrors. Everything was as expected, nothing looked “off”. We then replaced the lens and o-ring with a brand new one of the same spec, calibrated the focal length height and the same issue happened again 3 days later in the same place on the lens.
The section of the lens that’s damaged seems to line up with the air intake into the laser cone. Could it possibly be condensation on the lens?
Has this ever happened to anyone else or any advice on what the issue might be would be greatly appreciated.
Has the source or quality of your material recently changed?
Have any procedures for cutting changed? As-in you’re cutting more closely to the material or something else.
What do you find when you clean the lens? And what it your procedure for doing so? As-in what’s being used and how are you handling the lens?
Did you specifically check that the laser beam is running vertically through the lens tube and centered to the nozzle?
Possibly condensation or other contamination. Assuming everything else is tuned and dialed-in, lens contamination is the most likely cause of a failure.
What is your source of air? Are you on a compressor? If so, is the air being filtered for moisture and contamination? Is it being regularly emptied? Has the weather recently changed?
The damage is so far off-center to suggest the beam is not oriented along the midline of the laser head from Mirror 3 to the nozzle orifice. While the lens will focus an off-center beam, it’ll emerge off-center at the nozzle.
In round numbers, the (unfocused) beam diameter entering Mirror 3 should be under 10 mm, most likely around 5 mm.
Remove the lens and use tape / paper targets to verify the beam position at all four corners of the platform:
Entry to Mirror 3
At lens plane
Top of nozzle
Without the lens, the beam will probably be too large to pass through the nozzle, but if all the other positions are correct, you can then install the lens and verify the focused beam position in the nozzle.
Although it’s not quite your situation, the photos of the targets from my last alignment session may be helpful:
It’s also possible your laser tube is no longer operating in TEM00 mode and has an absurdly intense hotspot on one side. While you’re checking the beam position, take a look at the beam profile entering Mirror 1 to verify it produces a nicely shaped spot.