…as does the cheap air pump. But with less pressure, so the relative humidity is lower than in compressed air.
Most water is condensing in the tank I have (600l, outside the workshop on a shady place) and must be drained occasionally (if it’s not frozen…). If compressor tanks are close to the compressor and inside the workshop, the air will be warm and absorb much more humidity.
But I will think about a water seperator at the outlet I use for the laser. I don’t think a real industrial dryer is necessary like for plastic molding or painting.
In my opinion only if you need quality control you need to purchase a industrial dryer that places de relative humidity of 8bar compressed air around 30-40% this days.
If you have a constant flow of air for a few hours I think you will need a efficient water separator system. Otherwise the constant flow will transport the humidity till the end of the line.
I live in the SW desert and generally the humidity is around the single digits, even when it heats up. This is why many homes have swamp coolers. Normally these drop the air inlet temperature by about 20F. If it’s 90, it should produce 70F air into the home.
One of the things that happen with compressors, is the operation heats the compressed air, allowing more water to combine with the warmer air. My California Compressor has a drain valve that operates when the compressor is running and drains the tank.
Between the tank drain and low humidity, I have never run a separator.
I think a lot of this is location specific, what may be needed at the bottom of Florida isn’t likely to be needed in the desert.
This one is in german, he shows that the comparison btw the aquarium pump and 1 (one) bar compressor air: appr. DOUBLING the cut depth and improving the smoke issue visibly:
EDIT: beginning at appr. min 6:00 he’s engraving first with the big compressor, second with the small pump where the board is catching fire!
So enough air prevents fire. AND the cutting surfaces are a lot less charred, to put it mildly…
These videos confirm, in a way, what I had practically as certain:
The greater the distance between the nozzle and the material, as well as the greater the thickness of the material, the greater the need for pressure and airflow.
In my case (diode laser), where the nozzle is only 1.5mm away, a cut in plywood of almost 4mm (it won’t cut much more than this thickness) is clean with a pump that can be considered an aquarium pump. However, in the case of CO2 lasers, where the distance between the nozzle and the material is much greater, as is the thickness of the material, the pressure and airflow increase considerably in order to guarantee sufficient airflow in the cut (which has the thickness of the laser beam) to clean the debris that would otherwise remain there, only serving as a source of ignition.
I’m leaving some images and a link to the page I consulted when addressing the issue of air assist in my laser machine.
I use a shop air pressure from black and decker, constant 4 bar (can go to 8) and a electric valve system on the CNC. The compressor is in my shop and i run a hose to my cnc under the house to my CNC in the house. Hose quality pneumatic, cheap on ali. And a remote switch so i do not have to my shop to turn it on and off. No burnt surfaces any more.
put the air as close to the cutting edge as possible and downwards.
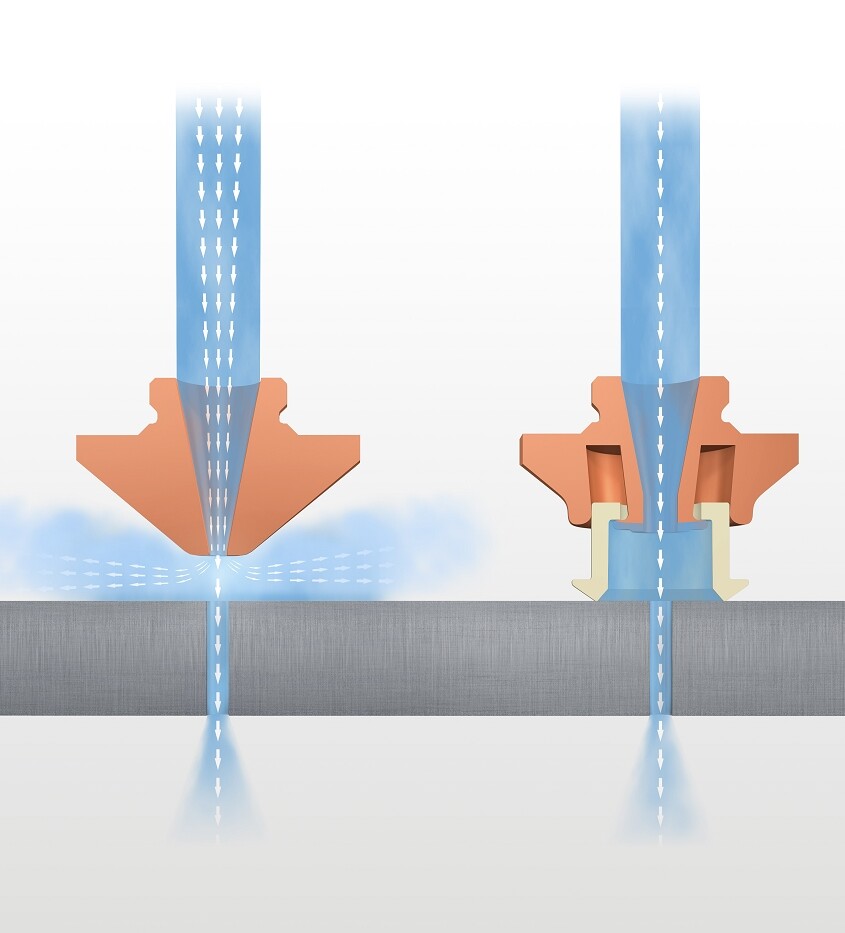
Found this here, very interesting: Trumpf has developed a special nozzle which sits on the material to increase the air flow INTO the gap.
They say that with the same power you can cut 12mm instead of 10mm steel.
The nozzle itself is movable and follows z misaligments. Looks a bit risky if small parts get in the way…judge yourself. But this is proof that the cutting depth (and with wood the charring quality) increases significantly (or you can lower the power and increase life expectancy…or cut faster)
If you look at the nozzle design, the air pressure is pushing down the nozzle, no spring. I think this can be done with the part weight or a spring a bit easier.
I would even design a kind of hovercraft levitating so that the air stream is pushing down the material.
Funny, I thought about the same design for an ultimative nozzle. I’m just not shure wether this creates a lot of crashes and step losses which would be fatal.
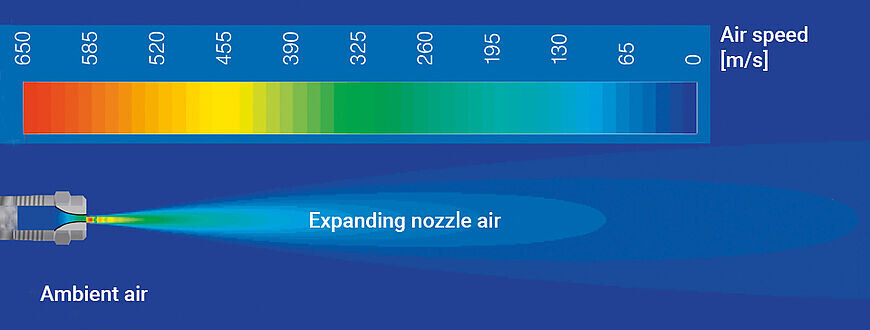
Also, be aware of the air channel itself: it’s not a long tube but a cone which increases the velocity at the tip. I don’t see that they are calming the turbulences with some fancy laminar stream devices.
Does anyone see an importance in having a weak air assist blowing when the laser is NOT running (i.e. when the compressor airflow is stopped) ?
It is said somewhere to do so to avoid condensation or like, but if the smoke is extracted I don’t understand where sth should come from to spoil the lenses?
If the nozzle is small enough I cannot imagine how sth could get inside.
Additionally, I will have a top side smoke extraction.
Have no idea what sth is, can you put it in English? Sorry, that’s my language limit.
Many of the larger machines that have a Ruida or similar dsp type have some way to allow low pressure and high pressure system.
One of the reasons the Trumpf nozzle helps is that it maintains pressure on where the cut it. Most of the time when cutting things like steel, the oxygen feed through the systems helps a lot with the cut, whereas with most hobby size lasers this doesn’t happen with wood as well. With metal, you usually don’t have to worry about what the finish looks like. That nozzle would likely scratch wood or acrylic.
Some of these for metal, have some type of sensor to maintain the Z setting. I don’t know how much 12mm steel warps, but I would think not much.
You also don’t want high pressure when doing acrylic.
My compressor is now a separate item and I use it for pumping up tires and running my pneumatic tools. When I need high pressure, which isn’t often, I can easily crank it up to 60lbs psi (just over 4 bar) or more.
You want snub diodes across any coil that becomes energized. Although some ss switches have them internally.
Don’t know what the diode in @ednisley sketch is used for unless his controller produces different signals for running and high pressure. On mine the status is always low if the machine is operating. The diode would turn on both switches if Air goes low. On mine, it’s called Wind, but it can only be active when it’s operating, so there is no need for a diode there.
But all informations I could get until now show that a stronger air assist helps cutting cleaner and thicker (that’s probably why it’s called “assist” ), at least with wood.
Why not high pressure with acrylic? Pls (=please) explain.
I learned that the Ruida has two differend switches, but WHY low air assist at all?
The way these work, without air assist the lens is exposed to the debris from the surface. Mine is configured to always use a very low pressure when running, so I use the Status output (or sink) and when I need higher pressure I click the air assist on the layer. When this layer executes, both Status and Wind go low.
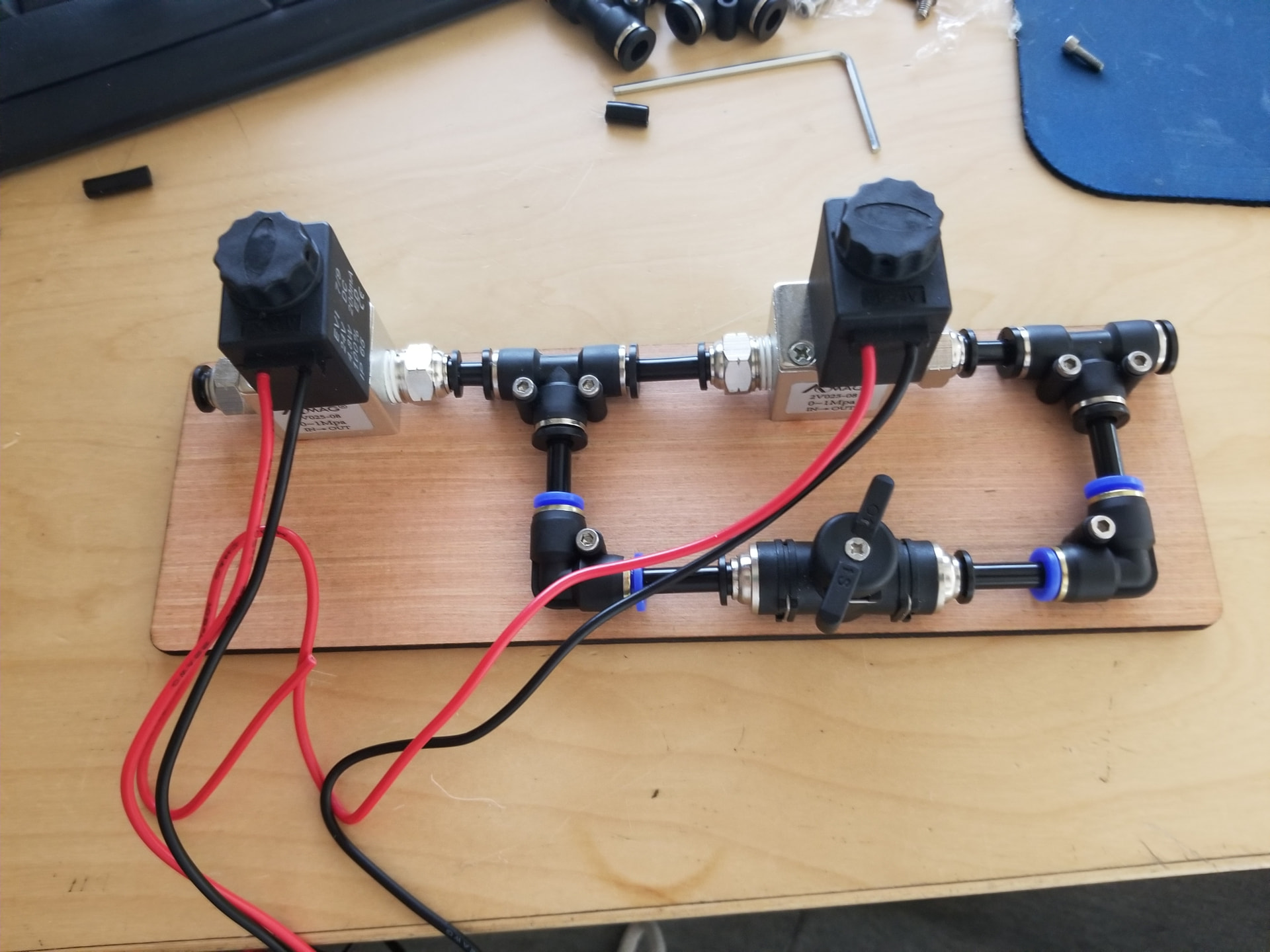
I use a dual solenoid setup. Status lets high pressure air into the system using the left solenoid. It’s blocked by the second solenoid (right) and passes through a reducer (bottom) to lower the air pressure. When air assist is selected, Wind becomes active and the second solenoid opens and lets whatever pressure coming into the system pass through to the head.
It chills the vapors and causes them to stick to the surface of the acrylic and doesn’t seem to really help when it comes to cutting. I asked Russ Sadler about this and he suggest the least amount of air flow, just enough to keep debris out of the lens area.
It’s wired-OR logic to turn the pump on when either STATUSorAIR goes active, with the AIR output also activating the high-flow valve.
So the pump runs whenever the laser controller is busy doing something or when I poke the controller’s Air button, with high flow whenever the LightBurn Air switch is On for that layer.
St. Sadler did it with relay logic, but a diode has the same effect.
I understand what it does, with my controller it isn’t needed as Status goes low anytime I’m executing a layer. It must be executing a layer, so Status should be active. Doesn’t yours work that way?
So the only place I use small signal diodes is across the coils for a snub effect.
True, whereupon the AIR output controls the high-flow solenoid as directed by the LightBurn Air switch.
Those two outputs can’t be directly wired together, because then the AIR output wouldn’t have the separate effect needed to control the flow rate depending on the LightBurn Air layer switch: the high flow valve would always be active.
Also, without the diode, poking the controller’s Air button when it’s not running a job wouldn’t turn on the pump. Admittedly, I don’t do that very often, but it’s nice to always have the button work the way it should.