There are a couple of ways… the real question is what kind of precision do you need?
The first is the tried and true was of cutting out a jig to hold the item in the position required. This is the same as using some kind of alignment pins…
I followed this on one of my projects… On the cnc with the scrapboard I drilled two locating holes at the 10mmx10mm and and at the 120mmx120mm. Inserted pins…
Did the same with the table on the laser. I mark where the holes need to be in the material on the laser, drill them and use the same absolute coordinates for both machines…
Similar idea…
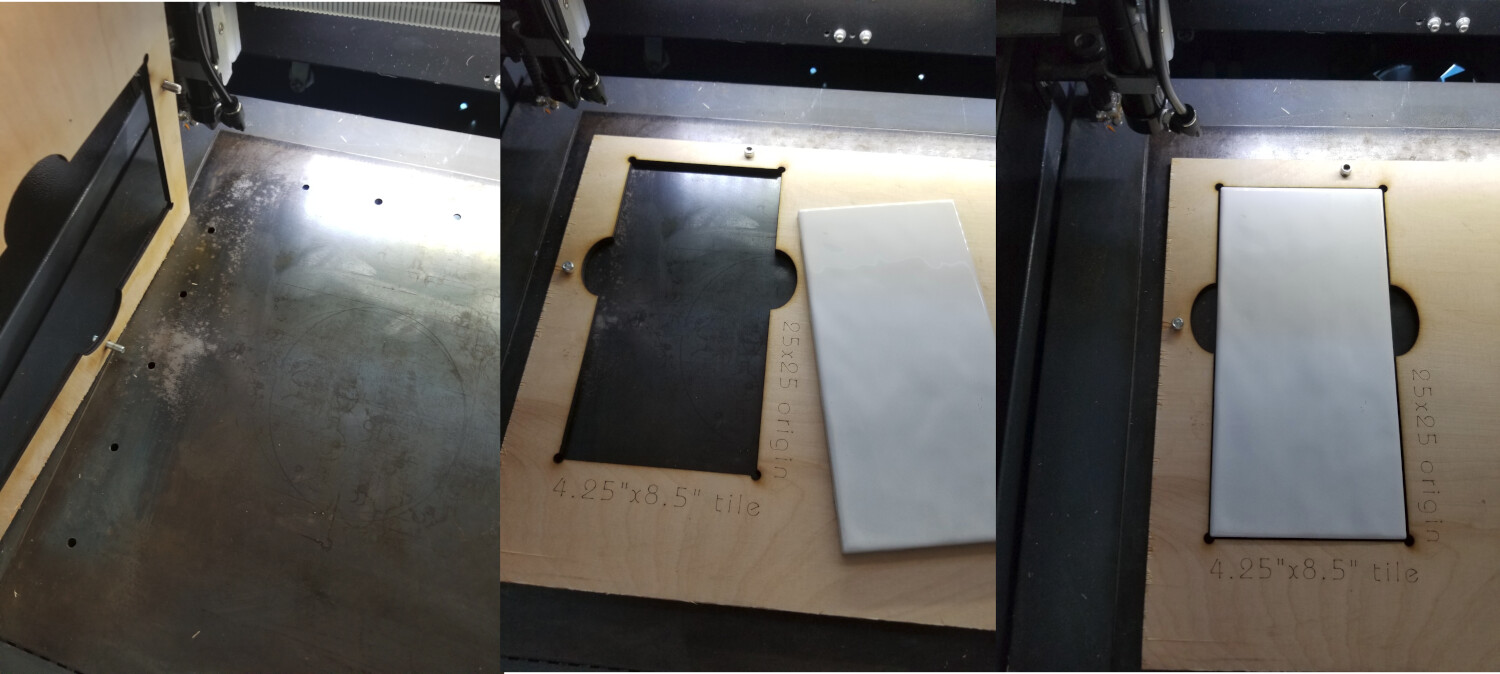
You can also make a cutout to hold the piece that somehow keys to your laser/mill. That’s how these are made for porcelain tile… I use the holes in the table for alignment pins… the precision here is within a couple of mm, fine for duplicating tiles…
If you have a camera on the laser, you can use cut & print. Mill it first then use cut & print to align the laser…
Good luck
![]()