Jump point: you don’t have a problem with M1, M2, or offset. Your XY plane is not a plane, it’s warped because the 4 corners of the left and right linear rails are not on the same plane so these rails aren’t actually parallel. The gantry twists as it jogs down the Y.
Background logic: OK let’s say you have a significant error in M1 and didn’t realize it. It’s not parallel to Y. Then say M2 got adjusted to straighten it out so it’s parallel on X after M2 but that would only work for one Y, like the top edge.
Jog Y to the bottom and the M1 error will offset the spot. As long as it still hits the mirror, M2 will be correcting the angle error of M1 so it will still be parallel to X, the spot it hits M3 at will have an offset error but since it was adjusted to be parallel at the top it should be parallel at the bottom, so the bottom left and bottom right will have the same offset error. You’d fix this by correcting M1 then M2- but this is NOT your prob.
The next “weird” situation is where you adjust M1/M2 to hit the same spot on M3 on all 4 corners- that is a offset error, and there’s multiple factors there- tube height, tube angle, but what many people don’t see is that M1’s mounting location can also be a problem. You correct with the tube mounts and/or the M1 placement.
This is not your problem. You do not have an offset error.
The next “weird” case is the linkage of the left and right timing belts is wrong. The M1/M2 can be adjusted to hit the center of M3, but when you try to cut a square, you get a parallelogram. You’d fix that by correcting the linkage rod in back. You may need to loosen the gantry’s joints on the left and right bearing trucks for it to take effect and retighten.
But you do not have this problem. You don’t have any of that.
Jump point:
What you have, sir, is a warped XY plane. It cannot be corrected with M1/M2/tube offset/rear linkage rod.
Picture the left and right rails. They’re probably straight. The X gantry is at the correct right angle to Y. There can’t be an error where the bottom of the Y rails are not the same spacing on top and bottom when they were bolted to the frame. If so, the rigid gantry would move at the top of the bed but jam when you jog down.
But… what if the frame itself isn’t square? What would it look like if I had perfectly squared Y rails when viewed from above- but, then, mischievously put a 2mm thick washer under just ONE of the Y rail corners, say bottom right. When viewed from above, it’s still square, but warped in Z. OK, that’s insidious.
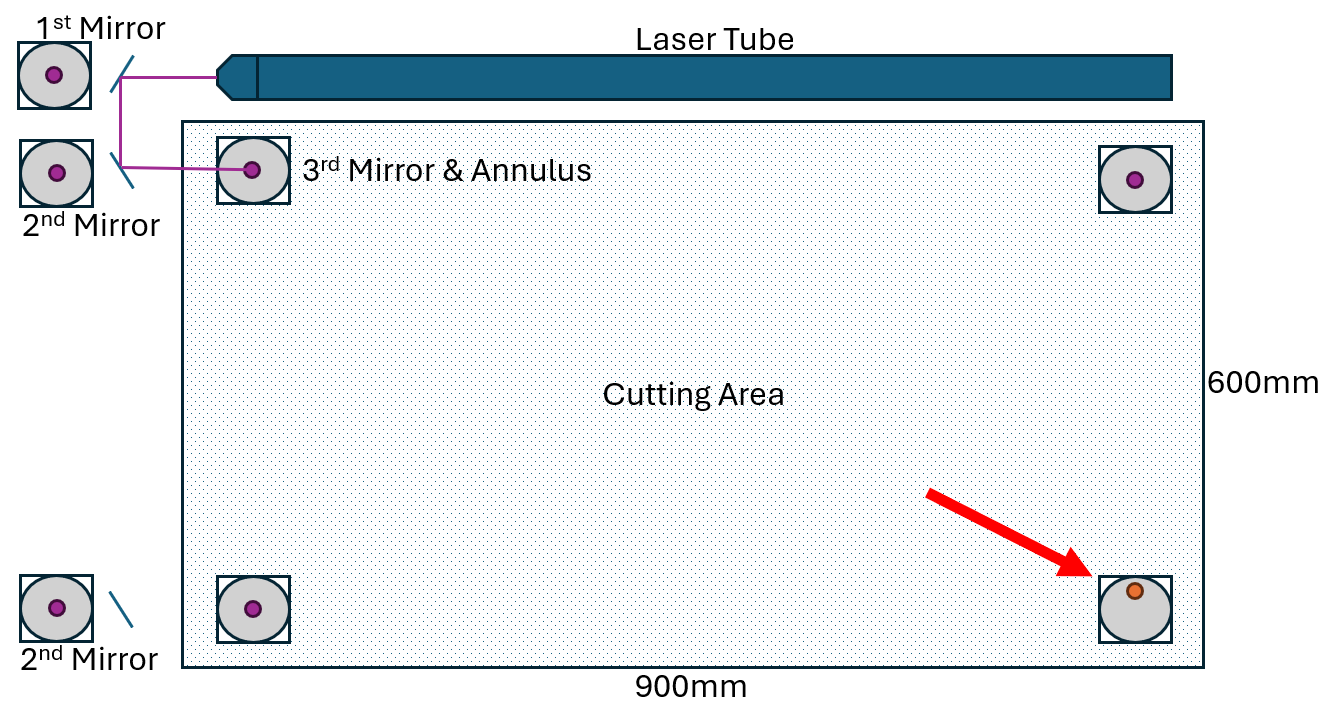
If my system was perfectly built and aligned to begin with and I added that 2mm washer to the bottom right, there would be very little effect on top left, top right, bottom left. Those hit M3 on center. But the bottom right would basically be hitting M3 2mm low.
If I had added washers under all 4 corners, there’s no warpage, that’s just a new tube offset. If I added a washer to the top AND bottom right, or bottom left AND bottom right, neither of those cases are warped. The std mirror procedure already handles that case.
But when I added the washer to just the bottom right, then the y rails are parallel when viewed from the top and parallel if you squat down and view from the front. But if the machine were transparent and you looked from the side, you’d see they’re not parallel there. The gantry will twist slightly as it jogs down the Y, but it’s flexible enough on this scale to do that without jamming.
OK, my case isn’t transparent, what can I actually see? You could align M1/M2 to hit M3 center on top left, top right, bottom left, but with the washer under the bottom of the right Y-rail, that corner rises up and it will hit M3 LOW in that corner alone.
What’s actually bending here to allow this? Well, the M2 mirror is typically mounted on the body of the gantry so if the gantry twists while jogging, the angle of M2 twists with it. If this is a common Hywinn-type linear rail, those do have a small amount of slack in the bearing blocks on the roll axis. It’s shifting on the roll axis.
Bonus understanding- what if I started with a perfect system then put a washer under both the lower right and upper left corners? It may seem like a different case, but it’s not. You’d start doing the adjustment on M1/M2 and find the tube is offset, lift the tube by one washer height to get it centered on the top left, get M1 parallel, adjust M2 to hit center M3 in top right, then… darn it, why is the bottom right corner hitting low and nothing else?
You cannot fix this with M1/M2/tube offset at all. You must square the frame!
First off, this can happen JUST from the leveling feet if your frame can flex under its own weight. And you can fix it JUST by adjusting the leveling feet if it flexes like that. But if that’s the case, look the the building. If you’re on a wooden pier-and-beam floor and not a concrete slab, this is going to be a problem every time the temp or humidity changes, or you add a heavy bookcase somewhere.
Most laser frames are stiff enough that they don’t shift. If you shorten up one leveler out of plane with the others, it just unload and float in the air, or the opposite corner will lift.
That’s the more likely case, and the only real fix is “shimming”. Measure the bottom right error as precisely as you can. Say the bottom right is hitting 3mm high. OK, easy, loosen the bottom of the right Y rail, add a 3mm washer or whatever and tighten it back down there.
But say bottom right is 3mm low. Shims can only raise. We don’t need to raise all 3 of the other corners. These should work: 3mm shim on bottom left or top right, OR 1.5mm shim on both bottom left and top right. No shim on bottom right or top left.
You then need to make sure the tops and bottoms of the Y are the correct spacing when screwed back down. Before tightening either top corner, jog the gantry to the top, that forces it to offset to the correct spacing as you tighten. Either bottom corner, jog the gantry to the bottom. When all 4 corners are tight make sure the gantry moves top/bottom freely and does not bind. Best to do this unpowered and push by hand.
You MUST adjust the timing of the Z-lift screws to level the bed against the new XY gantry plane. Because there’s a risk you could have clearance above the honeycomb on one side but the crash into the honeycomb on the other.
Then restart your M1/M2 adjustment, fix offset if present, check for parallelogramming too (rear linkage rod timing).
Pray you have chosen the correct placement and magnitude of the shims. Otherwise you may need to iterate it all over again.