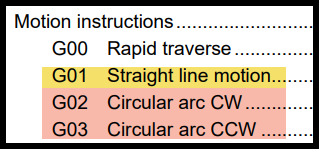
I’d like to purchase this software but im having a big issue thats stopping me from being able to buy it. the issue being that when engraving an image, i can’t get lightburn to use rapid position (G00) movements, or to turn the “Fire” on/ off when the laser is traveling to the next etch line, so all of teh travel movements are etches as well. right now i have my machine set up as “custom Gcode” and the marlin flavor. entering the custom amada gcode information gets me partway, but i can’t figure out how to make lightburn post the correct rapid movements, that will turn the etch on/off by itself, or to just turn the etch on and off for the etch lines only.
i also saw this post from 2 years ago talking about how lightburn is working on a custom gcode editor. but im not sure if the “custom gcode” for the machine is what that is supposed to be, or if it’s something different
Hi Mateo - that’s a bigger machine than LightBurn is really set up to handle. Does it have gas controls or other custom gcode that needs to be considered?
Do you have any documentation you could guide us to for the required formatting for that controller? What is the model of that controller, specifically?
No, the cutting conditions are all handled from the controller.
Yes, I have the programming manual with all of the G and M codes. The model of controller is called “AMNC4ie”
I really just need it to be able to use rapid positioning, or turn the “fire” on/off, when it moves between etch and scan lines. I can tweak the rest of the code to make it work.
If you go to ‘Edit > Device Settings’ and change the rapid movement settings, does that result in an improvement for your use case? This is what a LinuxCNC Custom GCode device has:
Marlin speaks a … quirky … version of G-Code, so unless there’s a compelling reason to use that flavor, almost anything else would be better. In particular, it uses the same underlying code for G0 and G1, so LightBurn may assume there’s no need for G0, because it makes no difference.
Without knowing anything more about the situation, I recommend picking the LinuxCNC flavor, as it follows the RS-274 dialect fairly closely. Then you can customize things like Fire on and Fire off, which certainly sound suggestive.
Unfortunately changing the rapid movement settings did not work as LB is not implimenting those movements into the code. the same is with the whitespace scan. i did however discover a work around that should work out, once i get an opportunity to test.
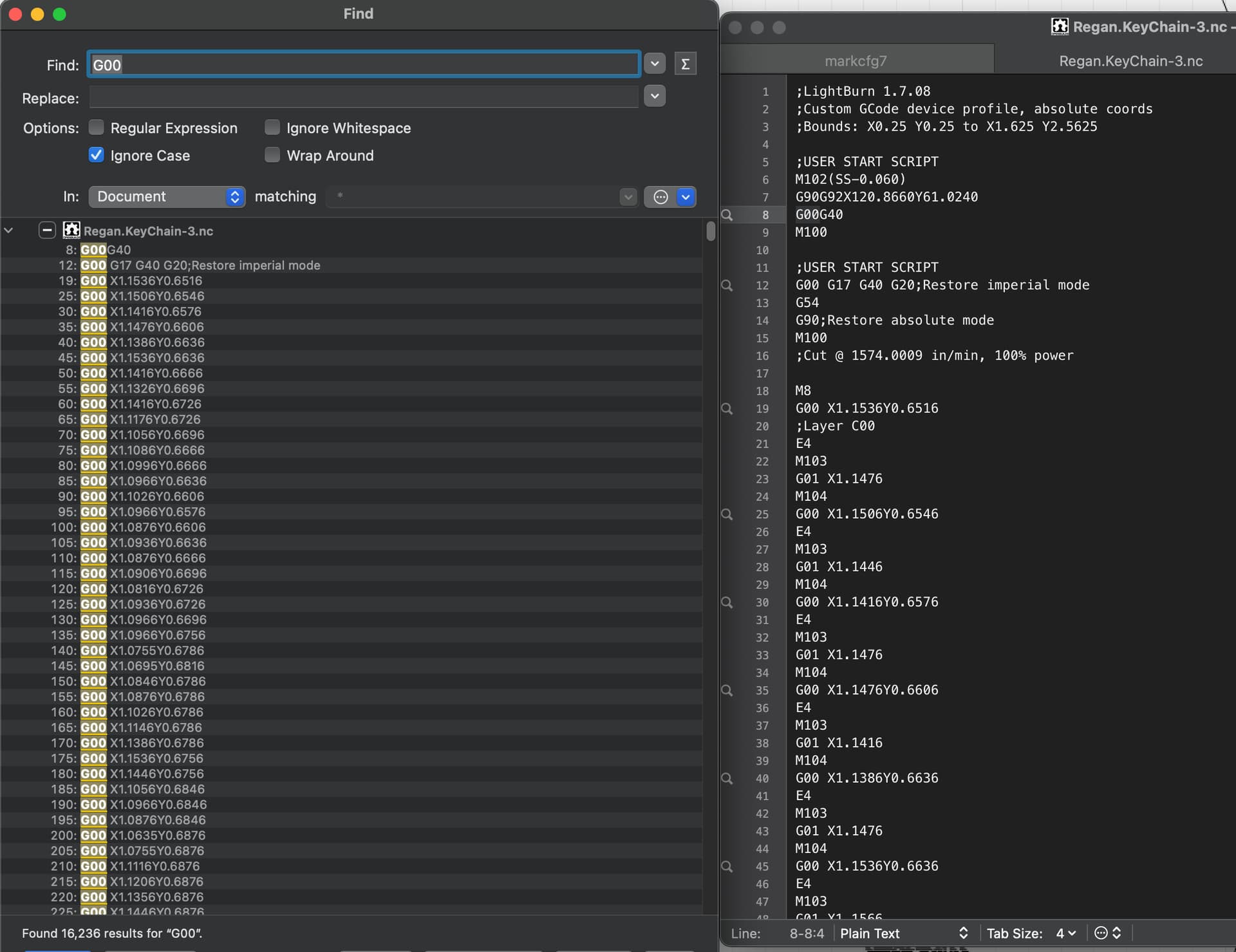
when i go to “Help” in the tool bar and select “Convert to cut (Debug)” the gcode does use the g00 rapid in between the cuts. so i changed the custom gcode settings for “Cut Move” to use the “Raster Move” code instead. this did export the correct gcode rapid position and linear movement commands.
i tried the switch to LinuxCNC and it did not fix the issue of LB not using the g00 command between etches. but i did end up finding a work around that i can use in LinxCNC (not tested with Marlin yet)
when i go to “Help” in the tool bar and select “Convert to cut (Debug)” the gcode does use the g00 rapid in between the cuts. so i changed the custom gcode settings for “Cut Move” to use the “Raster Move” code instead. this did export the correct gcode rapid position and linear movement commands.
No difference in output between having Debug on/off
As it is now, does the modifications you made to the custom gcode profile work sufficiently? The Custom GCode protocol is still very much in beta, so some hacky solutions for machines that are outside LightBurn’s normal sphere of influence are expected.
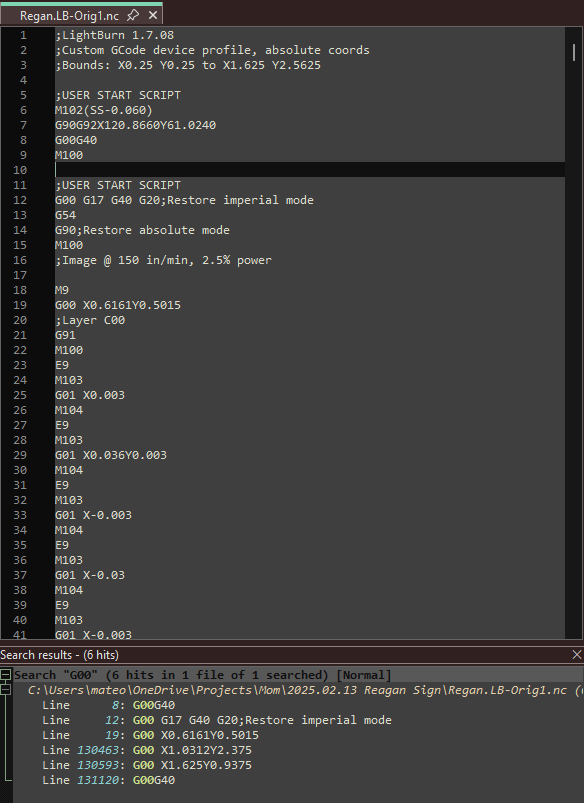
i made a mistake with the file that was sent. i had already used my work around on that project and it was giving you the “E4” Cut Command and not the “E9” Raster (Etch) Command.
@Oetam91 I’m a bit confused - I downloaded your device profile and file. It’s outputting E9 for raster (image) moves and E4 for regular cut moves, as you have configured.
See attached file. Regan.LB-Orig1.nc (788.2 KB)