I recently installed a RECI 80W tube in my 1400x900 machine. I’ve also upgraded my power supply and added a dedicated 36V supply for the drivers. I also added an aluminum extrusion to the gantry and it’s far more rigid now.
Many aspects are improved now. But I have an odd issue when engraving. I make control panels and some text is only 4mm tall. Pretty precise stuff. I was getting good results before the upgrades.
Now, the thickness of engraving on the Y axis is more than on the X axis.
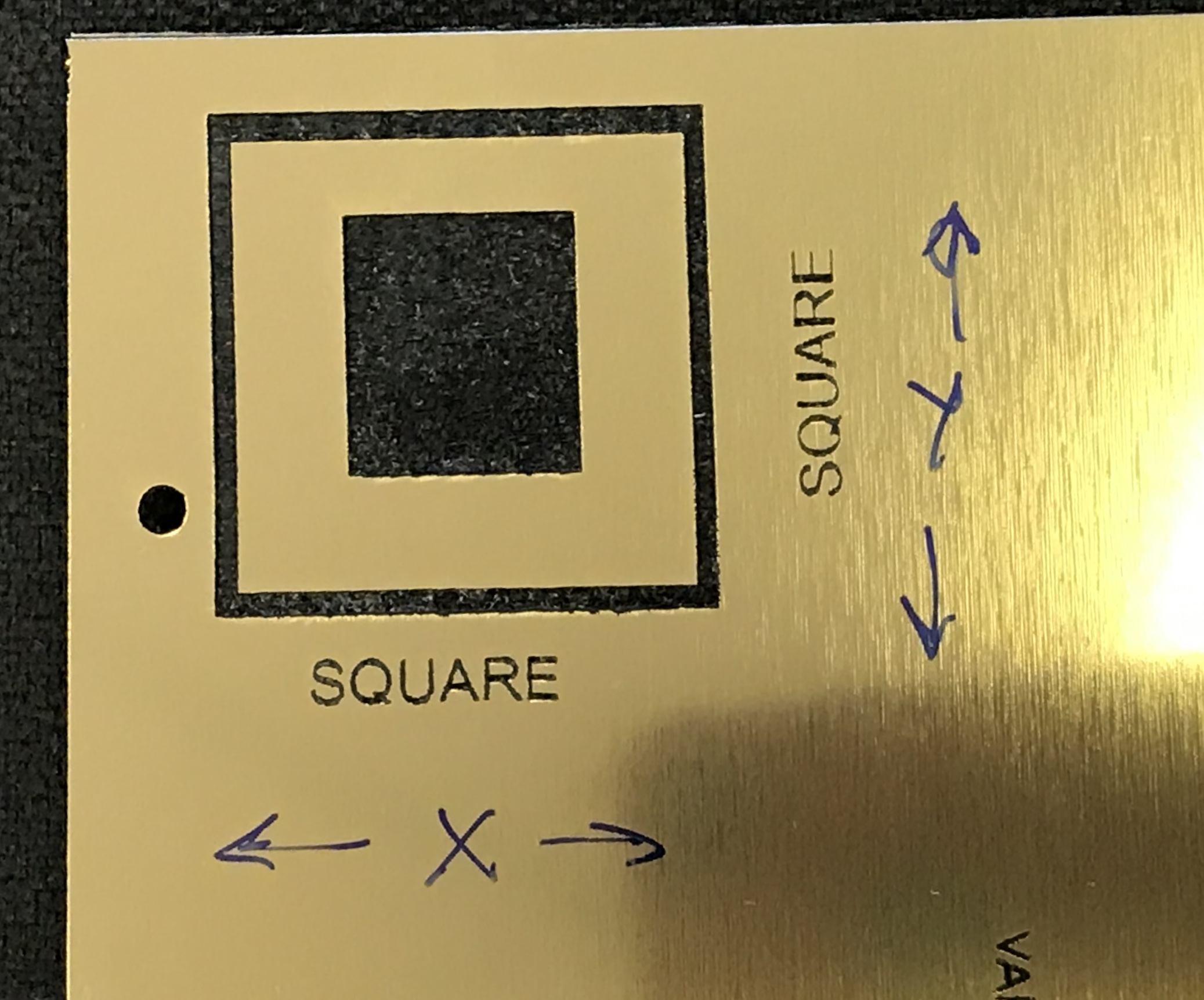
When I cut letters in X axis, the horizontal parts of the letters are narrow (see the E). When I cut in Y axis the vertical lines in letters are narrow.
Also evidenced in the engraved square, sides are more narrow than top and bottom.
What’s your engraving speed?
I’ve seen something similar when I try to crank the speed up to fast. Narrow objects kind of go away. Your Y-axis E is a great example.
I think the problem is the switching speed of power supply and tube. When you get to one of the legs of that E, the power supply has to turn on and the tube ionize and light off. But by the time it gets going you’re already nearly at the other edge of the leg and it’s time to shut off again.
Try turning your speed down and see if it gets better.
My guess is that your new tube and PS s a little slower than the old hardware.
Thanks, the engrave speed is 200mm/S at 32% power. My previous tube was 130 watts and the laser supply is 100-150 watt rated. An obvious mis-match, but the seller (Lightobject) and I thought it would be compatible.
My 80 watt RECI doesn’t fire at all until about 16%. There likely is a timing concern also.
Hi George, I am having a very similar problem - Had my 5 year old 80-100W power supply die so replaced it from another old smaller machine which was working very well with the identical EFR 60 watt tube that I use in both large and small machines- after doing so I found that I was losing detail in the vertical parts of letters or graphics unless I slowed down from what I previously did at say 250 mm/sec to about 50 or 60 mm/sec. If I adjust the Scan angle in LB to 90 degrees the I lose the detail in the horizontal lines or letters so it is I think a speed or acceleration setting in one axis. I am out the door now on a 3 or 4 day trip so don’t have time to do screenshots of my x and y settings (which are different) y settings considerably lower/slower- but they seemed (from memory to have always been that way- The same thing happens in RD works and I’m running LB 9.07 on a Win 7 laptop - have been for over 8 years and through many changes/ upgrades . Have replaced controller board RD6442G and have new power supply but problem persists.- Any bright or even not so bright ideas much appreciated - Cheers for now - Bill
Hmm. Well, 200 mm/sec doesn’t seem all that fast but it’s kind of a matter of scale. How wide do you suppose the leg of that Y-axis E is?
If the power supply and tube combination has a response time of 1 millisecond from the “do it” signal to actually getting a reasonable burn going, then at 200mm/sec you’ve traveled about 0.2mm before anything useful happens. If the object to be burned is only 0.5mm wide then you’ve wasted a good portion of it.
Not saying that 1mS is a typical response time, but it’s probably in the ballpark.
I don’t think the offset function would work because it affects both on & off times like you said.
But what would be REALLY awesome is a “power supply delay compensation” that lets the user enter the “delay time” of their power supply (gonna be trial & error to find) and LightBurn uses that time and the scan speed to determine how far in advance to trigger the power supply in order to get the tube up to power on target.
If that could work it would be a great help in being able to achieve higher scan speeds on objects with narrow features,
That would be great! And should be pretty straightforward in software.
Seems an easy way to squeeze more speed for most any machine.
I’m pretty slammed through the end of the year, but if I get some time I’ll drag my laptop and Picoscope out to the machine and plot the timing. I can measure the time it takes for the laser to get up to full current.
The PSU should have it’s maximum power set to 25 mA for long life (8000 hours) or 29mA for maximum power on a Reci W2.
Any more than that will prove short-term for your tube. The maximum capability fo the PSU will always likely exceed the tube. A more capable PSU running lower power just means it will likely be unstressed and run cooler and longer.
Your square doesn’t look too square. The inner square on my MacBook I measured at 115 x 132 pixels.
Fix your calibration first, then look at your letters.
Thanks! I suppose operating the steppers at 36V could affect calibration, I’ll check. I cut a few 40mm squares and circles that measured right on. But I try to cut 30-40" long lines to confirm steps.
I haven’t gone over 24mA and don’t intend to. I actually had to sign an agreement not to use it over 28mA or the warranty would be voided.
Unlikely. the voltage just allows the steppers to engage with greater power and speed, it doesn’t affect the calibration unless you are taking advantage of the increased speed and that is causing the laser to hit a few ms late.
As well as cutting, you should calibrate using high-speed engraving, as you need to adjust the endpoint offset to cope with pre-engaging the laser so it hits on at the point at which you expect it.
I had next to no time today, but did try engraving away power coating on this aluminum cover. I slowed the speed down to 100mm/S and power at 30%. The fill engrave looks pretty good, not perfect.
Seems there is still a critical flaw with this machine. No matter how much I slow it down and reduce acceleration in the X axis, vertical lines are far more narrow than horizontal. And that makes the results unusable. Incredibly frustrating.
The speed is 100mm/S Power at 30% (9-10mA) X axis accel @ 400
I think the issue lies with the mis-match between the tube and power supply. 80W tube, 130-150W supply. The tube won’t fire at all at less than 26% power, so it makes sense there is a delay to fire at 32%.
Open to any suggestions, otherwise dead in the water.
I am wondering if your lens is producing an oval dot instead of a perfect circle. Easy enough to check, if you rotate the lens 90 degrees the narrowing effect would switch from the X to the Y axis. May be worth a shot to take a look at this.
You should always set the upper mA of the controller - a 130W capable supply just means it has more capacity for more power, not that it uses 130W when driving an 80W tube.
Most Chinese PSUs have an adjustment varistor that you can use to set the maximum output. Usually a tiny hole on the side of the casing.
For example, I use a digital multimeter to set the maximum on my PSU’s to 25mA for my Reci W2’s and 26mA for Reci W1, which is their recommendation for longevity. I can run at 100% power all day long without worrying about over-driving the tube and I get the full 255-steps of PWM control.
As to what is causing your particular problem, it looks more like a motion-control issue, than a tube/power issue.
Interesting suggestion on the lens. I’ll look into that next.
I also emailed Lightobject support. The tube, power supply and countless other parts have been bought from them and the support guy is usually very helpful.
I meant to say, I have one spare PSU for all my machines - it’s capable of running the W4, but I have a couple of W2’s and it’s perfectly at home running those.