Hello everyone and lots of patience and good ideas for Christmas preparations.
I need help. Lightburn Grbl setting
$100 – 100 - – it is a spindle with 8 mm / rev.
$101 – 20 - – It is a belt drive with 40 mm / rev.
$102 – 100 - – Not in operation
$110 – 2000 - –
$ 111 – 2000 - –
$ 112 – 2000 - –
$113 – 100 - –
The machine runs smoothly and cleanly. The travel paths without a laser are carried out precisely. The speed of the axes is the same for X and Y. I stopped this without a laser over a travel path of 300 mm. There is no deviation.
With a laser, the X runs as usual, the Y runs at about three times the speed. The approach points are adhered to. The result is a clean cut in X, in Y it is just a cut.
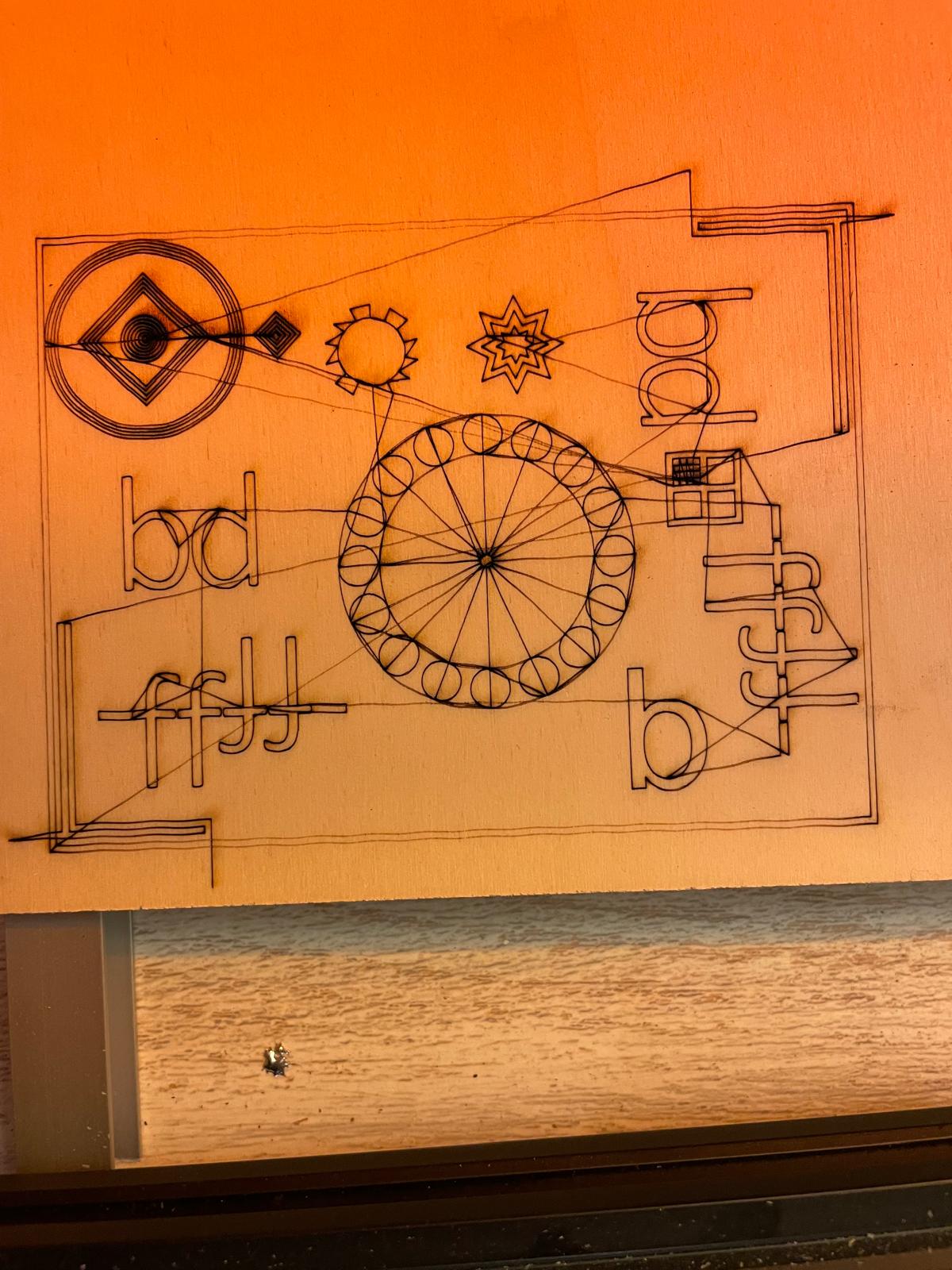
The order is carried out using a drawing created in Lightburn.
Hello, I can’t solve the problem with my axis movement. The Y-axis runs faster than
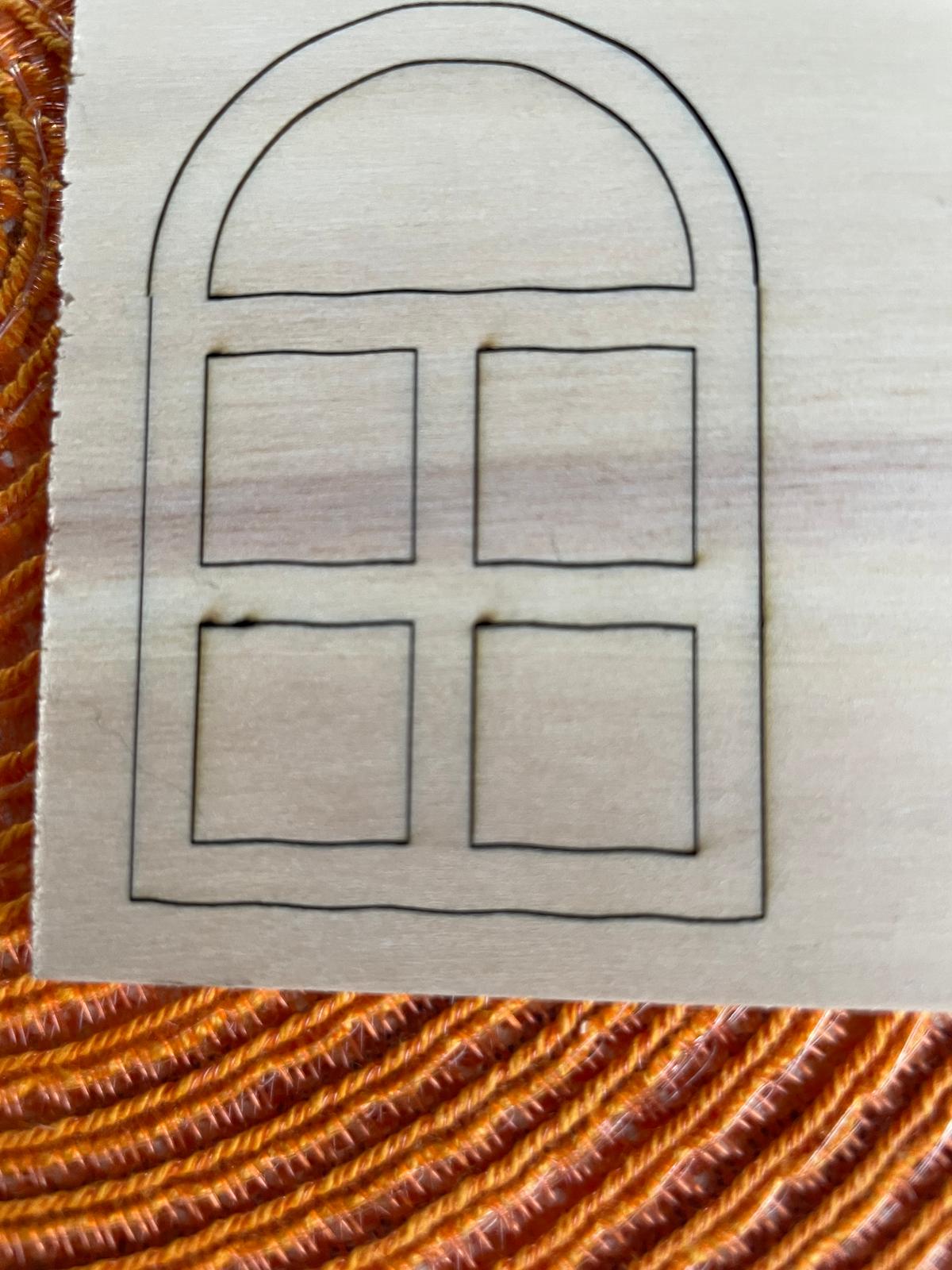
drawn. If I move diagonally or only on the X-axis, the cut is carried out exactly. If I use G0 and let the axes run individually, the time and running distance are exactly right. If I use G1, G2, G2, the running speed is different. If I cut a square, the X-axis is cut cleanly, the Y-axis is only marked by a line, cut. The calculations for the movement are done in Lightburn, not on the control board. Or am I seeing this wrong? Will a complete reinstallation help? I am grateful for any tips. Greetings for the 2nd Advent.My English is not good enough, so I’m using Google translation.
Since the speed in the Y-axis is significantly higher than the X-axis, the laser does not cut, it only marks. In the interaction of both axes, for example diagonal, the laser works exactly as well as in the X-axis.
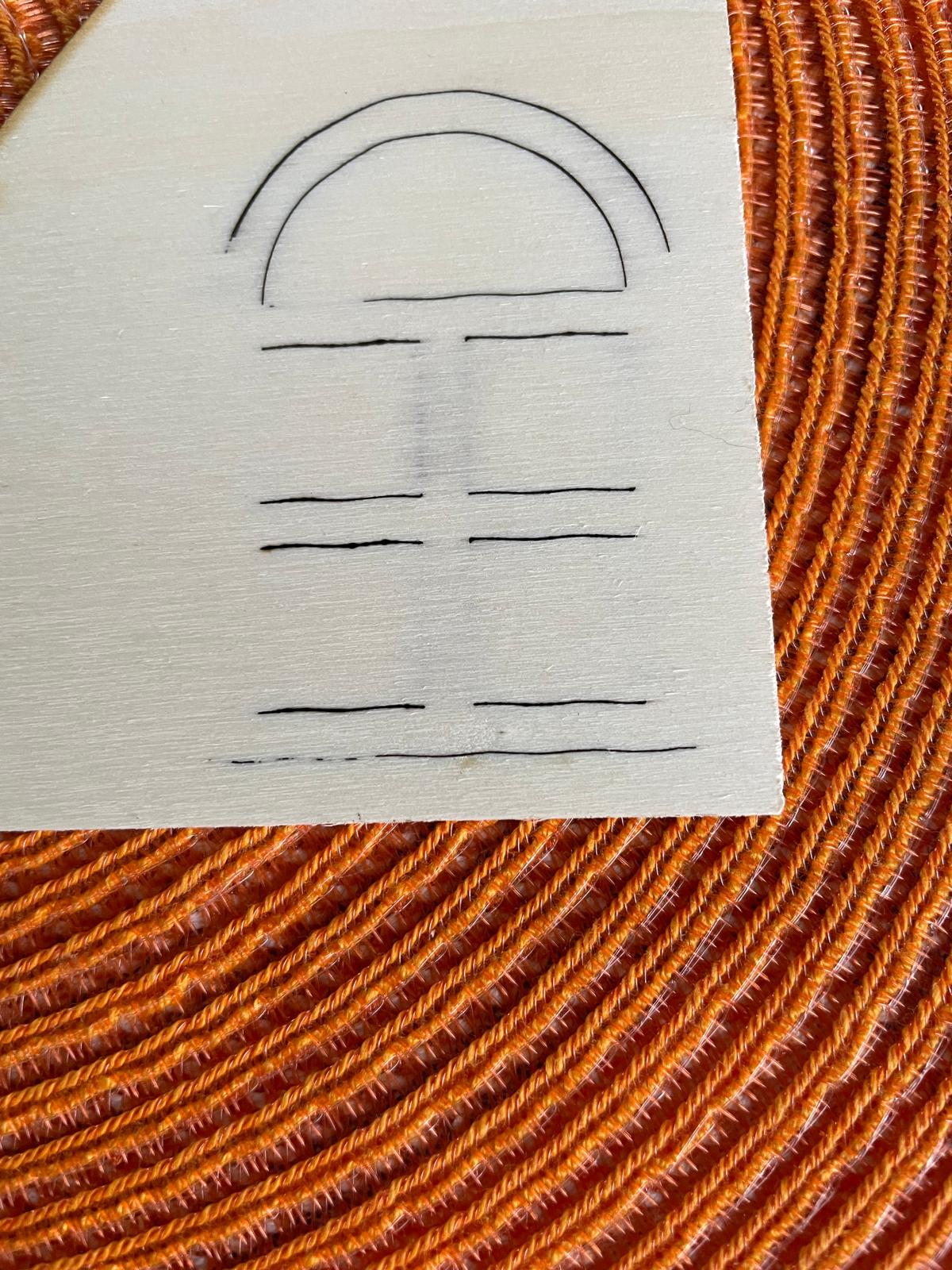
Hello, I reset the settings. ($RS=$) Set everything up again and tested it. No success. Did the whole thing a second time. No success. This is what the result looks like from both sides. The Y axis runs too fast. See photos. Tested:
G0X300 - runtime 10 seconds.
G0Y300 - runtime 10 seconds.
G1X100 - 72 sec
G1Y100 - 14 sec
With G1 the runtime is in a ratio of 1:5. So exactly as set under $100 and $101 1:5.
Where can I change the settings now? I always think changing $100 and $101 is not the solution. Is it advisable to repair Lightburn, where can I find a program? Should Lightburn possibly be reinstalled?
Thanks for any tips
Danke für den Tipp.
Habe ich alles neu eingerichtet. kommt kein anderes Ergebnis. Mich stört das Verhältnis 1:5, wie unter $100,$101. Bei der Riemenspannung könnte es eine geringe Abweichung sein , denke ich.
What machine is this? Your profile mention Sculpfun S10.
What GRBL settings did you change when setting things up?
As your rot/linear mechanics are different your speeds and acceleration rates will be different for each axis. For now keep the Y settings because the implicit lines seems to be straight. Try changing $110=1000.000 $120=10.000 one at a time. Lower these values by 10% to 20% each time until all is ok. Notice however that your laser interpolation moves will become slower.
Hello, I have tried many options. I cannot find a solution. At a speed of 500mm/sec, the running time of both axes is the same. But I cannot cut with that. Is there a way to set the speed of the axes separately? If I set the speed to 100mm/min, the X-axis runs at 100mm/min and the Y-axis at 500mm/min. Lightburn allows drives with different speeds ($100, $101, $102) but I cannot find a point where I can compensate for this speed. Do I have to change the belt drive to a spindle? Then I need a spindle with the same pitch. I am desperate.
Thanks for any tips and happy holidays to everyone.
I have followed your advice. No useful result. All working speeds below 500mm/min move the axes at different speeds. From 500mm/min the axes are in synchronism. The table below shows this.
Thank you for any further tips.
I can’t insert an Excel table. Please give me an email address. Thanks