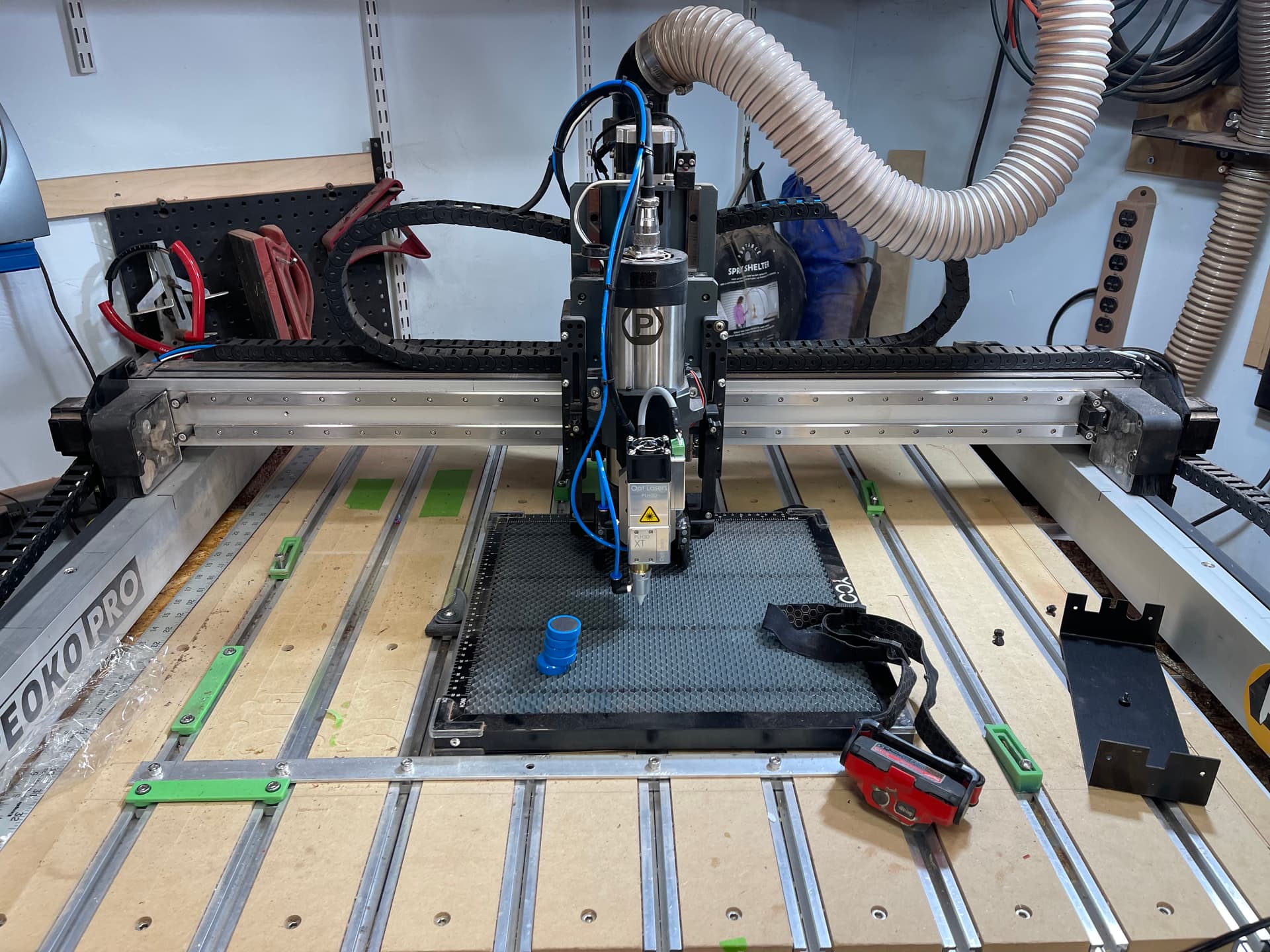
Forgive me if this discussion insults anyone’s intelligence, but I am incredibly new to Lightburn and laser engraving. Although I have become comfortable at using a CNC machine to carve and cut wood projects, I recently wanted to step up my game so I decided to add a laser for additional features. I currently use a Shapeoko Pro XXL CNC with an 80mm PwnCNC air-cooled spindle mounted on the upgraded HDZ plate. I purchased an Opt Laser PLH3D-XT, which I have successfully mounted to the upgraded HDZ plate, and have started trying to set up Lightburn to at least do some test runs.
However, after watching hours of videos and reading multiple forum posts, I am still left with more than a few questions. Although the beginner videos take you through some basic setup options for Lightburn, they assume that you (the operator) already know and understand certain aspects of the software, which I do not. Herein lies the problem.
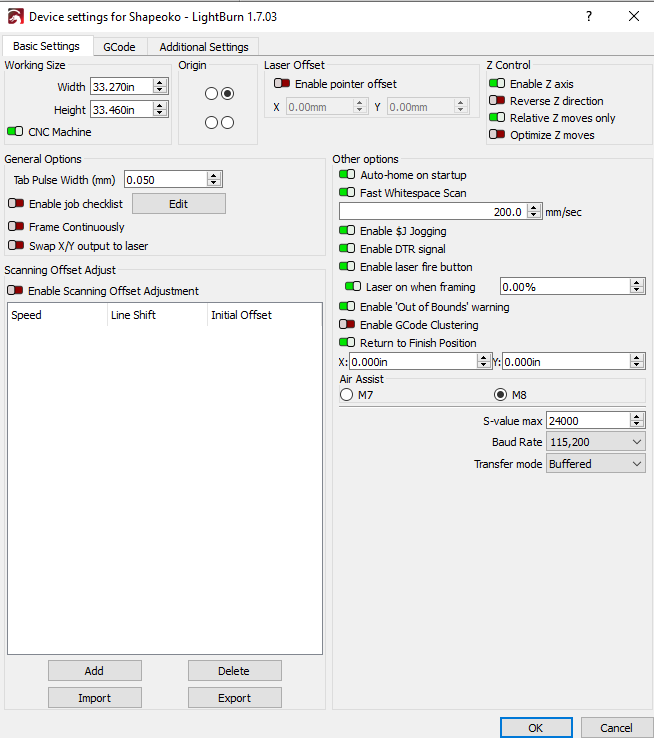
After a couple of weeks of back-and-forth with Opt Laser (Shapeoko does not support laser discussions, so it is useless to try), I was finally able to make a connection and get the machine home using Lightburn. Unfortunately, I have become very confused about the GRBL settings I should apply through the Lightburn console to begin a basic operation. I have posted my current GRBL settings along with a screenshot of the device settings below. If anyone has a suggestion on what needs to be adjusted or where I should look for additional resources, please let me know. Thank you for taking the time to read this post.
That’s your major confusion. You don’t need to change any firmware value to begin an operation. The firmware settings are only used to define movement directions and limits, distances etc. These need to be adapted once, and then will never be touched again.
To begin an operation, just draw a sketch and send it to the device. Then it should start.
Thank you. However, now I have a new problem. Once the machine homed, I tried jogging it to the workpiece. When trying to move, it raced across the table and now won’t move. It just makes a high-pitched noise when commanded to move along the X-axis. It acts as though it no longer knows where the limit switches are. I am afraid I have done something to the GRBL settings that damaged the stepper motors.
I think that is what I did originally. I read on a forum page that they should be changed, so I did. As a result of the trouble I was having, I reset the GRBL in the Shapeoko, which seems to have reset the GRBL in Lightburn as well. Upon resetting everything, I believe everything is working ok. At least the settings indicate they should be. The macro that Lightburn makes to use laser or CNC really helps, so there is no need to enter the $32=1 or 0 when changing between CNC and laser. My new GRBL settings are below and I think they all look good. If not, please let me know. Thank you.
Another misunderstanding. grbl is the firmware running on the mainboard of the machine. grbl settings are stored inside the machine. If you change a setting there, it’s changed for the machine, no matter which software you use. Shapeoko and LB only read that information, they do not change it (unless you tell them). So, if you changed a value in one Software, the other one will show the same.
Your settings look ok at a first glance, except that a laser needs $31=1, as @parsec already mentioned.
Sorry for the confusion. I thought that I needed to create a second post for a different subject so I created a new one for a different problem. I will stay with this post for the rest of this particular issue. I apologize.
Anyway, as I read through the replies from last night, I wanted to address some of the questions people had in response to my post. As I mentioned before, I restet the GRBL settings and everything is working fine now, when it is placed into CNC mode and used as such. However, the issue comes in when I try to use it in Laser mode. As I mentioned in a different post, the machine will go to the back right corner as it should, but it does not seem to recognize the size of the work area when being operated by Lightburn.
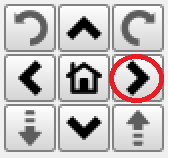
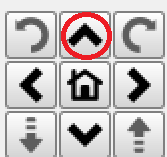
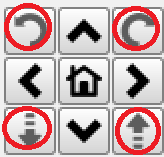
I have not found a way to move the laser to the workpiece so a zero can be set because (when working in laser mode within Lightburn), despite having limit switches at all four corners, the machine will only go to the front left corner while slamming into the rail ends as if it thinks the workspace is double the size. Also, when I try to jog the machine in Lightburn, no matter which button I push, it will only move to the left and to the front, and the Z-axis will not respond.
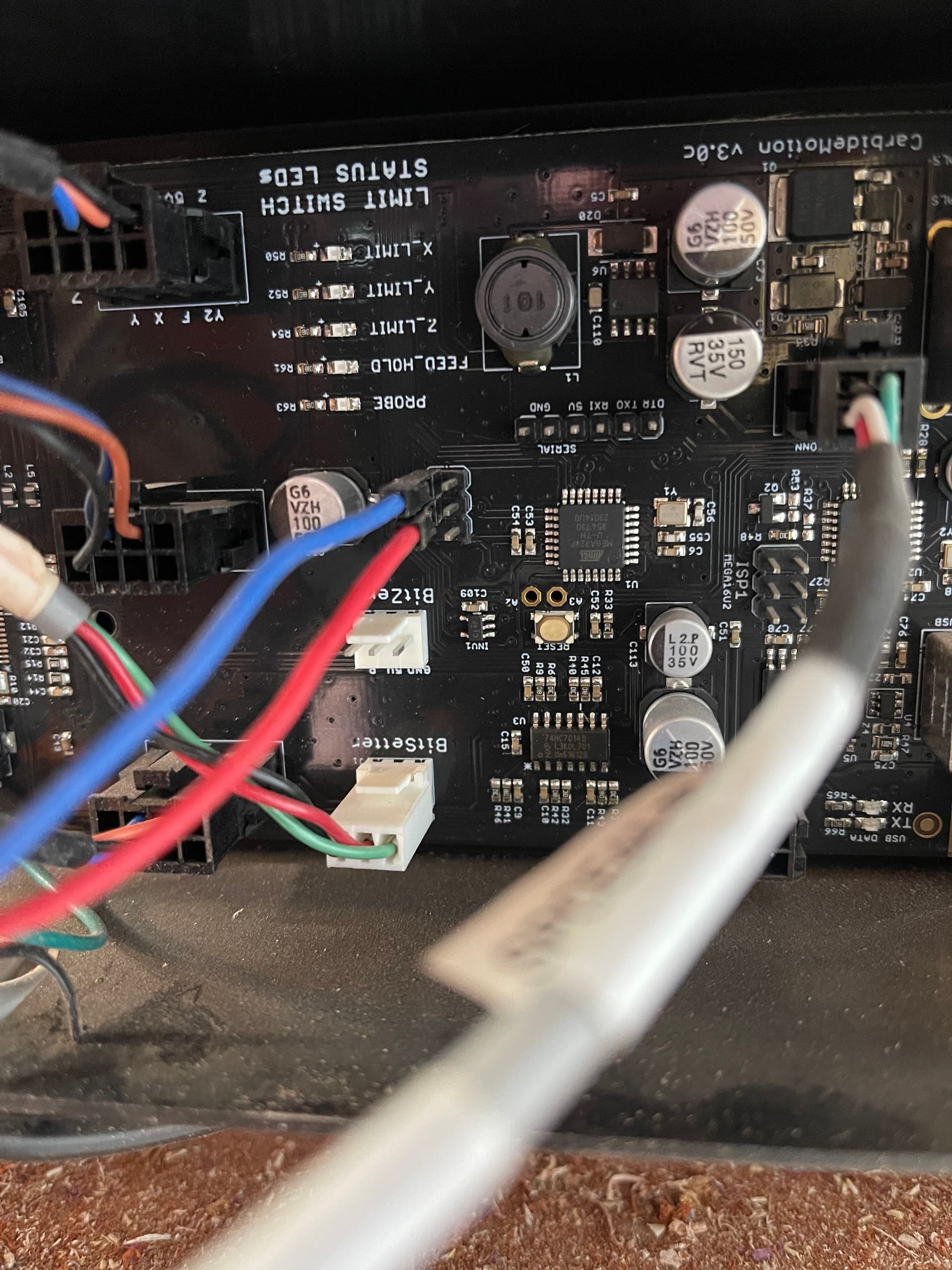
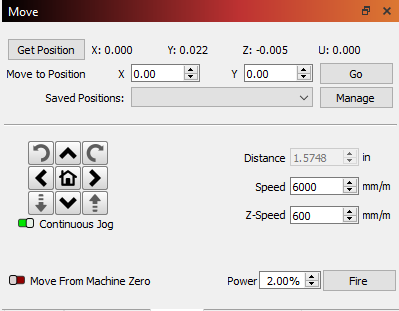
So, to sum it up, I can use it as a CNC with no trouble. The trouble comes in when I close Carbide Motion and open Lightburn. It is like the machine has no idea what to do, but as someone guided me earlier, I have reset the GRBL, and now it shows the same settings in each program. My ultimate objective is to be able to use my Shapeoko both as a CNC and a Laser while doing the same project on the same table without needing to remove or rearrange the project, and at this point, I am not sure this is possible. If someone has suggestions for settings, I would appreciate the input. I have attached a few pics of the machine’s laser control head and the PWM connection to the Carbide Motion v3.0c control board. Thank you.
Jog by hand the laser head to the middle of the workbed
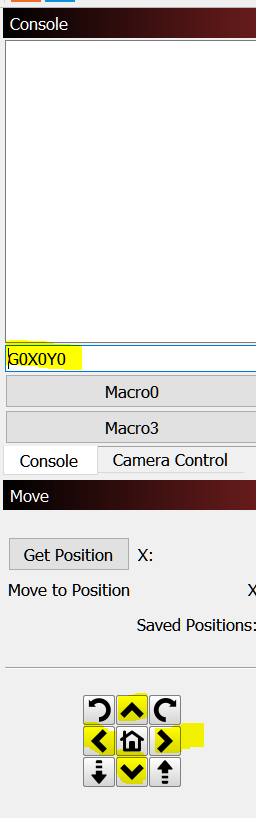
1 . In console window type G0X0Y0 then press enter, where does the head moves?
.
Jog by hand the laser head to the middle of the workbed
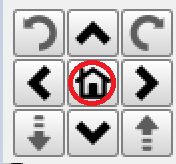
2 . In the Move window press the arrows and check moves, are they correct?
G0XY0 runs the gantry to the front left corner, but when I try to jog the machine, nothing but the left and fwd buttons work, which also makes it ignore the limit switches and slam into the end of the rails.
Also, I am not sure what you mean when you say to “try setup a new device as GRBL-M3 and test with DTR enabled and disabled.” Although I am fairly versed in using the CNC, I have not been at it long enough to understand all the terminology or acronyms.
Runs to the front left edge despite the origin being placed in the middle. I will try to post a video of what happens when each button is toggled if it will accept the upload.
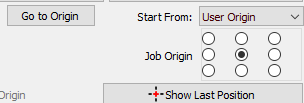
“Home” and “Job Origin” is not the same thing. Home is the 0 of the machine (your workspace). From here (generally bottom left) the laser head goes to where you send it. Job Origin is the position of the laser head in relation of the project.
Take a look at this:
As I wrote in the other post, I built another machine because it was not worth spending hours to switch back and forth.
Some things that seemed to help.
Enabling CNC machine in Lightburn didn’t seem to work. I input my offset in the console and disabled it in Lightburn.
I also found “show last position” in laser window helped to visualize where the software thought the laser was.
I now have it in a workable configuration except for origin, but I am not screwing with it anymore now that I can get on with lasering.
And like you switching back to cnc was relatively painless.
I obviously am inept when it comes to software settings/coordinates, but I have to wonder why Lightburn couldn’t have used the cnc coordinate convention.
I hope that Lightburn’s cnc software will be a one click switch from laser to cnc.
I hear you with the headache it is causing. It is really aggravating me because of the amount of money spent on the CNC, the laser, and both licenses. I have even emailed Lightburn Tech Support about the issue. Although there was just a preliminary reply, it referenced the offset that needs to be entered, which I have done. I just can’t get the jog buttons to do anything but move the laser head to the front left corner.
In other words, both of the left and right buttons only moved the laser head left while both yp and down only moves the gantry toward the front. the Z-axis buttons do nothing at all. I cannot find anything addressing this issue anywhere, so I am at a loss as to how I can get my laser working.
If you manually entered your offset then I would disable CNC machine in device settings.
Also $10 should =0 when you switch to offset. 255 is nor even valid
You have an work offset and CNC Toggle enable…
Type $RST=# in console and try again
Jog by hand the laser head to the middle of the workbed
1 . In console window type G0X0Y0 then press enter, where does the head moves?
.
Jog by hand the laser head to the middle of the workbed
2 . In the Move window press the arrows and check moves, are they correct?