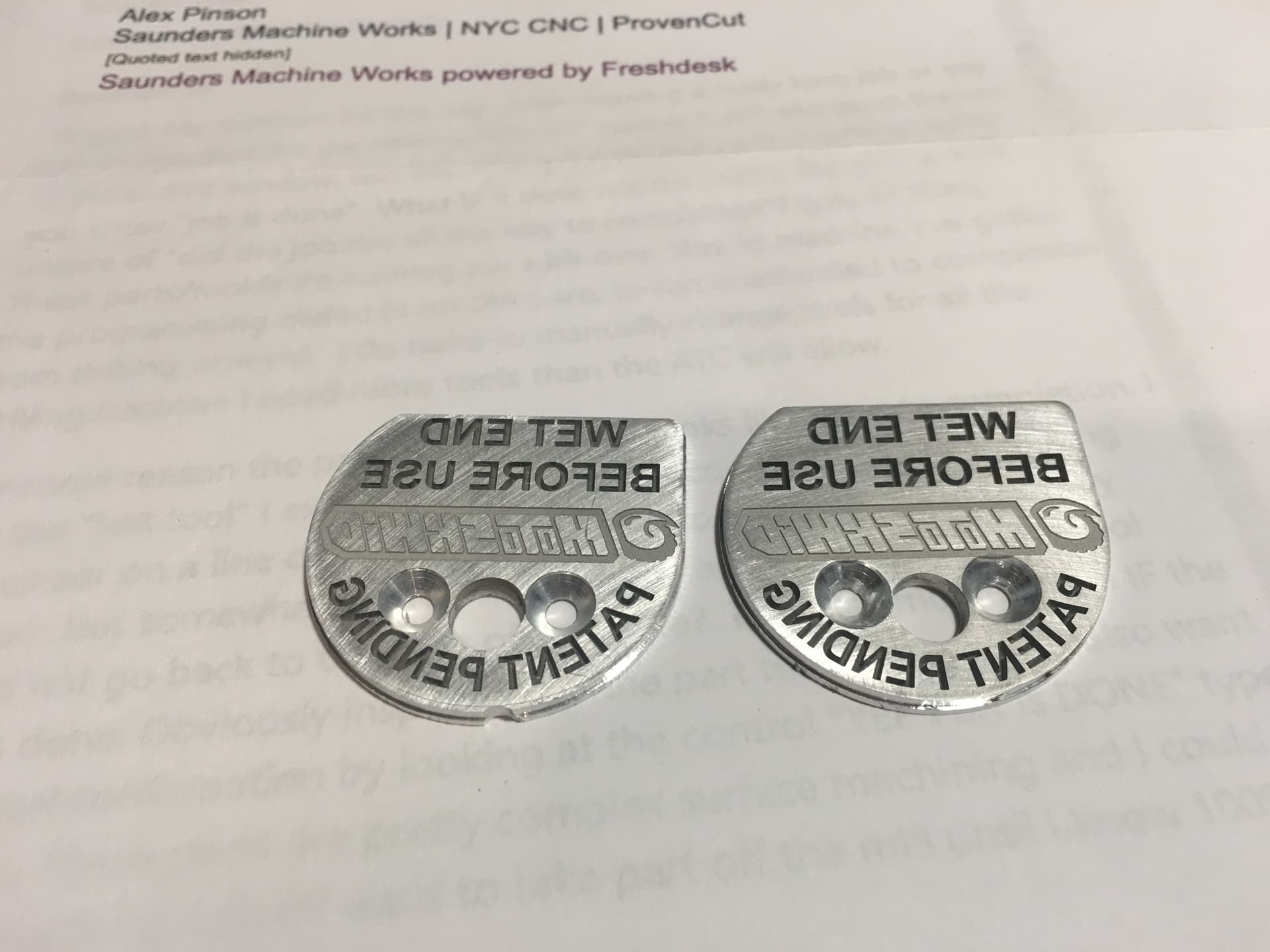
Wanted to get some input on what jig set up you guys like for the most accurate fixturing and alignment setup. I have these CNC milled parts that I need to align my deep engraving to. I need to get this dialed in and dead on for repeatability and reliability as I have 20 of these deep engravings to make not only for now but for future part runs.
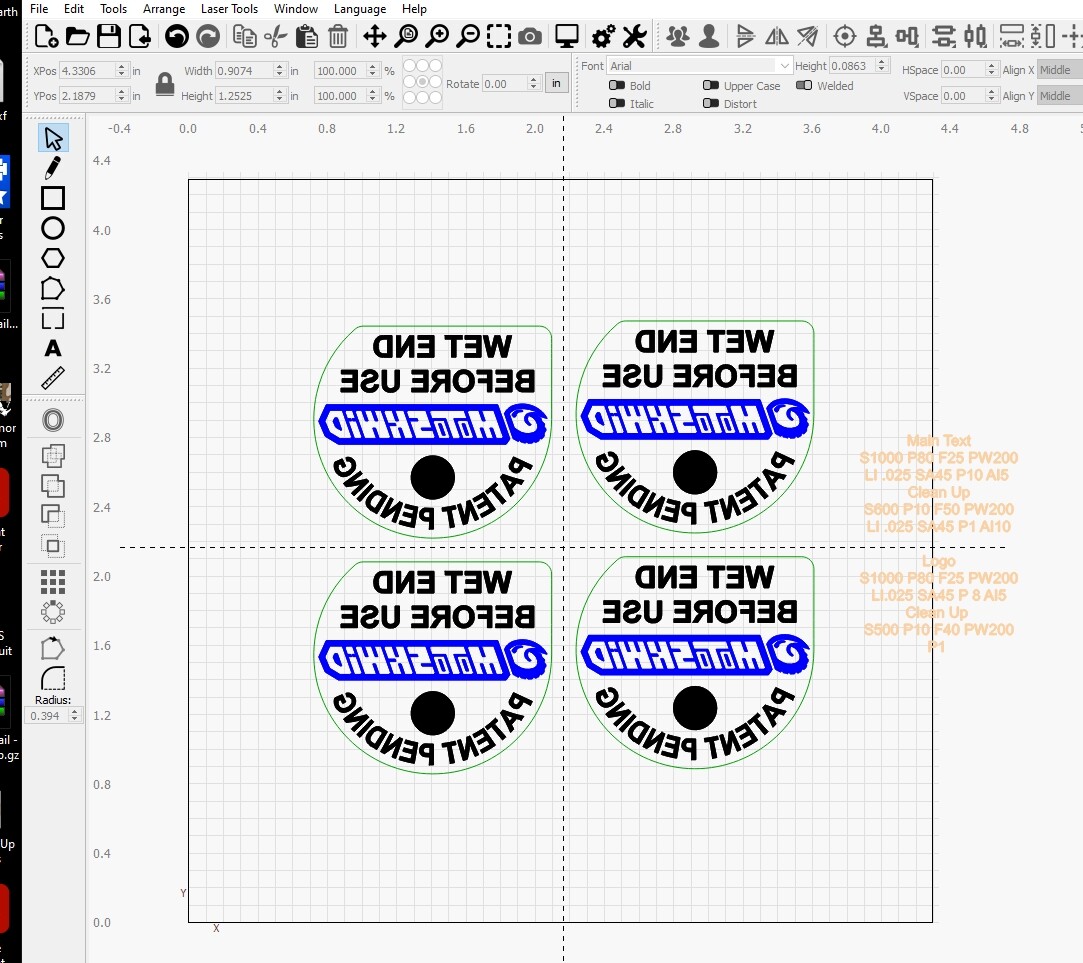
As you can see in the pics the alignment is pretty tricky. My 1st couple of attempts are not great, one is to high one is to low and it’s very difficult to rely on any of the framing modes for such accurate alignment like this. So if you have suggested LMK. Ive tried all the framing settings. Another challenge is the parts are very shiny aluminum so hard to see projected images. I applied masking tape to one of the parts to use as my alignment one so I could see better helps but still tricky.
SO what setup do you guys like the best for this type of setup? 3D printed jig, CNC milled pocket jig, OR one idea I’m thinking about is to just do a deep engraving pocket right on the laser machine to make the jig. I kind of like this idea the best since there is not fudging with the alignment of the jib after its made. I can place it where I want it on the bed, deep engrave it and its done.
Also, have a question regarding the alignment of the exact center of the lens in relation to the LightBurn workspace center. Do they share the exact same location in X & Y I assume they do? In addition, does the center laser “dot” that is projected to the table represent the exact center of the lens? I assume it does?
I’d suggest you pick up some low cost metal that you can drill and bolt to the table… lase out the pocket you need at the center point.
You only need a slight pocket to secure and lock the objects postition…
In theory you could make this with any material, but wood or plastic may or may not give you the accuracy you need.
Since the operation of a fiber is questionable with plastic and worse with wood, it might be smart to use a soft metal that you can easily lase with the fiber.
When I change lenses, it seems to change the center point where it doesn’t line up exactly. Don’t know if this is caused by the lens correction or ?
Another question.
Up to this point, I have not done any multipart engraving that fills the work volume with multiple parts. So with a 110 lens would I be able to fill that volume with these parts and still get the same exact results with each part in regards to depth, accuracy, and sharpness of all the letters? Part quality and end results is the most important thing and it does not matter how long they take. Should I just stick to 4 parts at a time? I also dont want to spend endless hrs testing.
This is one of the problems that have been discussed before… The lens naming convention… Do you use the naming convention of coverage or how the manufacturers lable them?
I chose to use what’s printed on the lens to identify it…
You Lightburn is set to inches and you give me mm numbers… Makes it a little more difficult at my end… So I have to figure out the size of your parts in inches.
If you have a 110mm coverage then it’s about 4 inches… can you cram all of your parts within this area?
Also keep in mind that a short lens has a very critical focus area and the beam comes from the galvo. Areas in the fringes will be at an angle relative to the head and part position. Most of the time this isn’t an issue.
What becomes an issue is as you reach the outer limits of your scan area, you may see lens distortion.
It should take about the same amount of time to do one as a batch of 4. Meaning a single one would take 1/4 of the time. It’s much better to lose one than 4…
Does any of this make sense?
Don’t really follow about the lens and engrave depth… If it’s focused it should work the same… you’ll have to change focus depth to account for your jig.