Odd issue; long time LB user with ortur LM3; switched over to omtech polar 350 and having some problems.
Switching between profiles with camera; it kept showing the ortur LM3 bed in the camera wizard, even with the omtech selected and correct bed in UI showing. Camera wizard would show the square ortur when you goto to print the sheet with numbers. Workaround was to just remove the ortur profile.
2. The larger issue, speeds on the omtech polar are not being adhered to.
a. If i draw to boxes and set to fill mode; set 01 layer to 10,000mm/m and set 02 to 20,000mm/m everything works fine. One box is lighter due to speed jump…
b. Now If i make a your typical test card; things get odd.
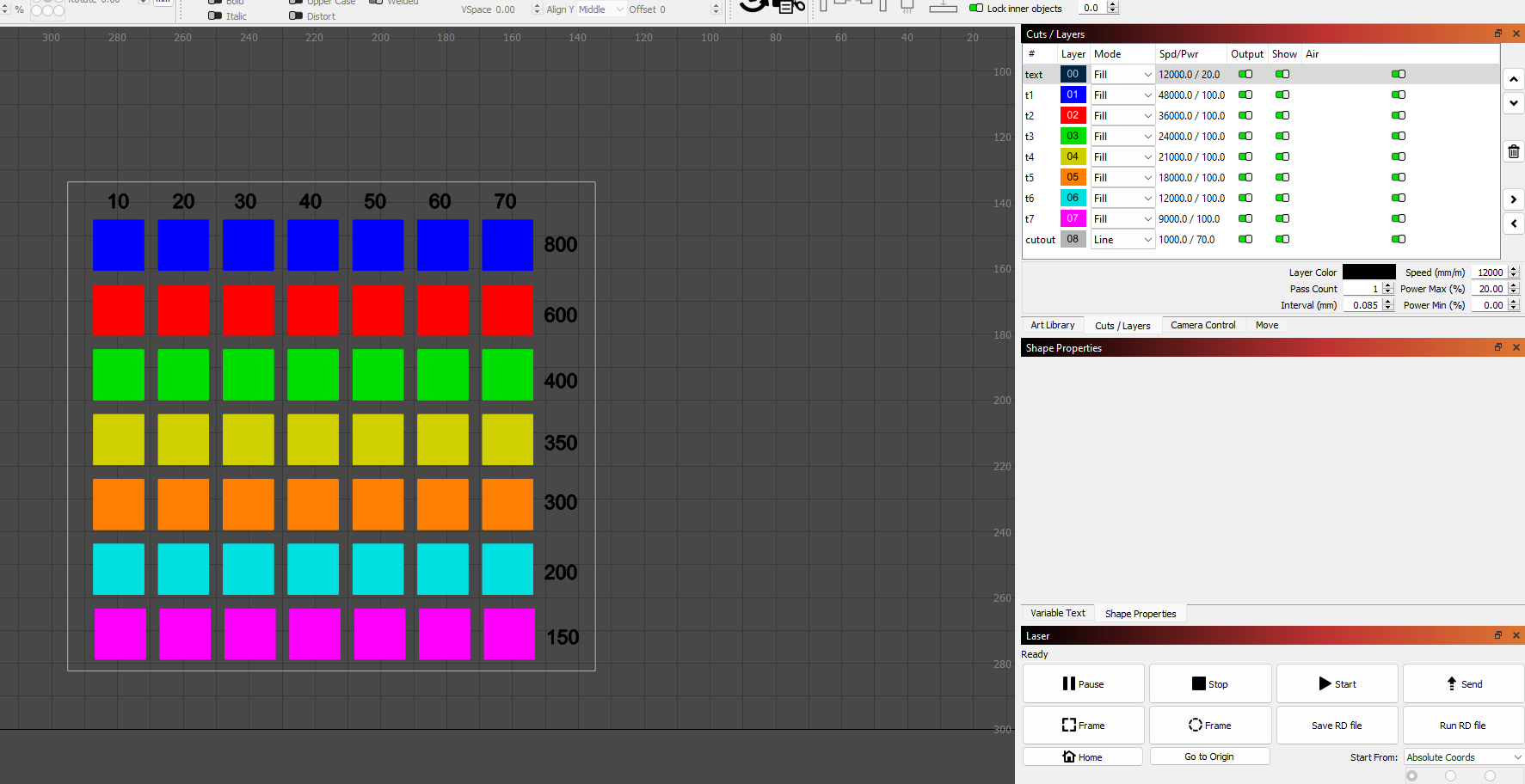
draw the typical grid; tried a simple 2x3 for testing
first row set to layer1 and speed at 20,000 / power at 100% and fill mode
second row set to layer2 and speed at 5,000 / power at 100% and fill mode
Go to advance and adjust shape properties to 25% 30% and 40% for each column
Each row is 100% identical and speed never changes? Seems to just use some very slow speed and ignore the setting.
First time using rudia; (miss my console); is this expected behavior? Overall the omtech polar seems slower then my ortur LM3, seems like i am doing something wrong.
You must explicitly pick the correct camera that you want to calibrate. LightBurn won’t necessarily know which camera is associated to which laser.
This may be at least in part to specifying speed settings higher than the maximum speed of the machine. Once you exceed that speed it will look no different than as if your layer was set to that speed.
From what I can lookup online it seems the maximum speed for your laser is 600 mm/s (36,000 mm/min).
Also, your minimum power setting is at 0%. Try raising this to match the maximum or just under that value.
camera
Other camera was removed; which is what i think triggered the odd bug. Then when walking through calibration wizard it was defaulting back to the ortur bed size somehow.
The camera wasn’t looking at wrong bed; the LB camera wizard was loading wrong bed in wizard to print out the calibration sheet. Which was 2inches too big on y-axis.
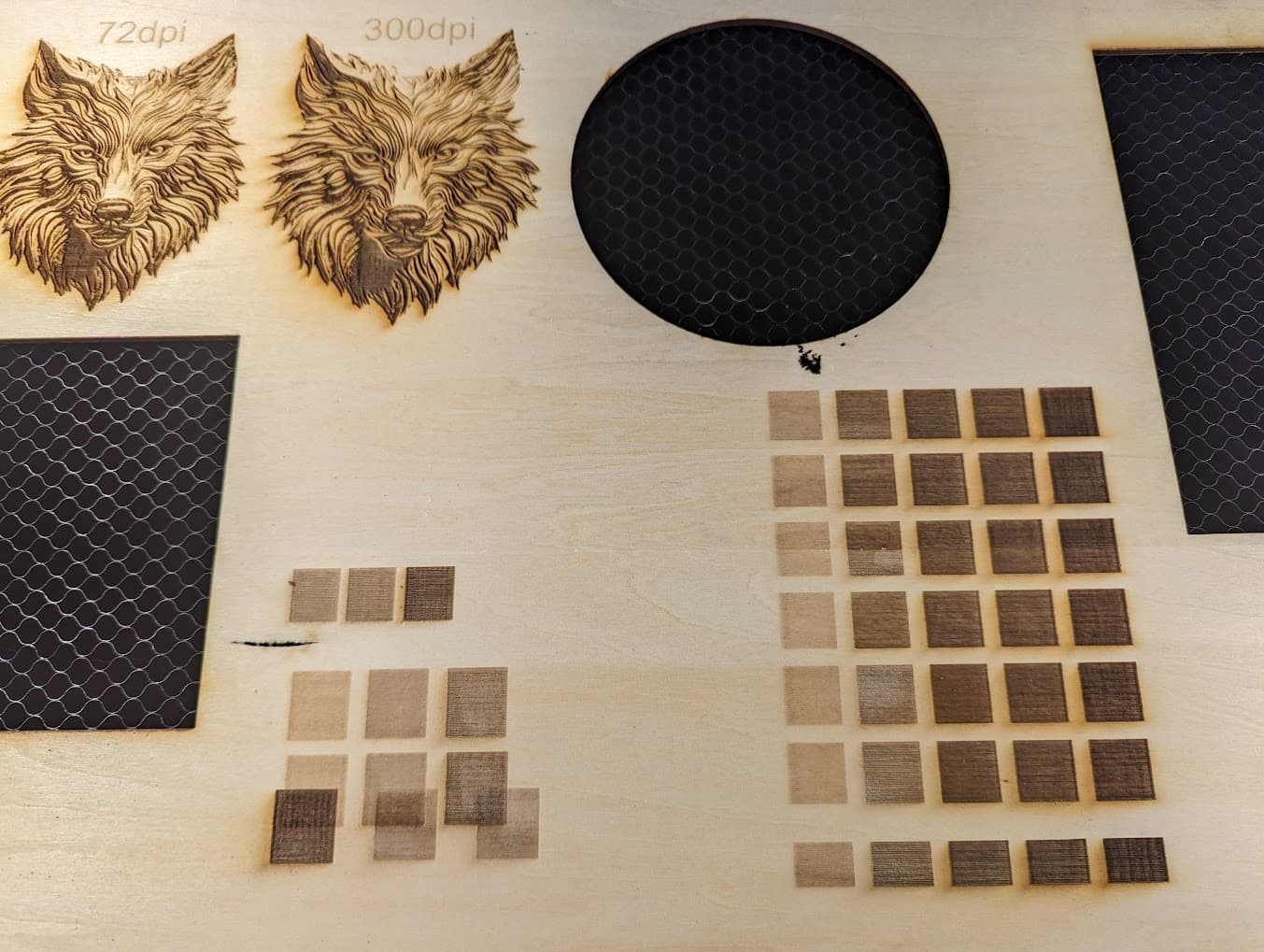
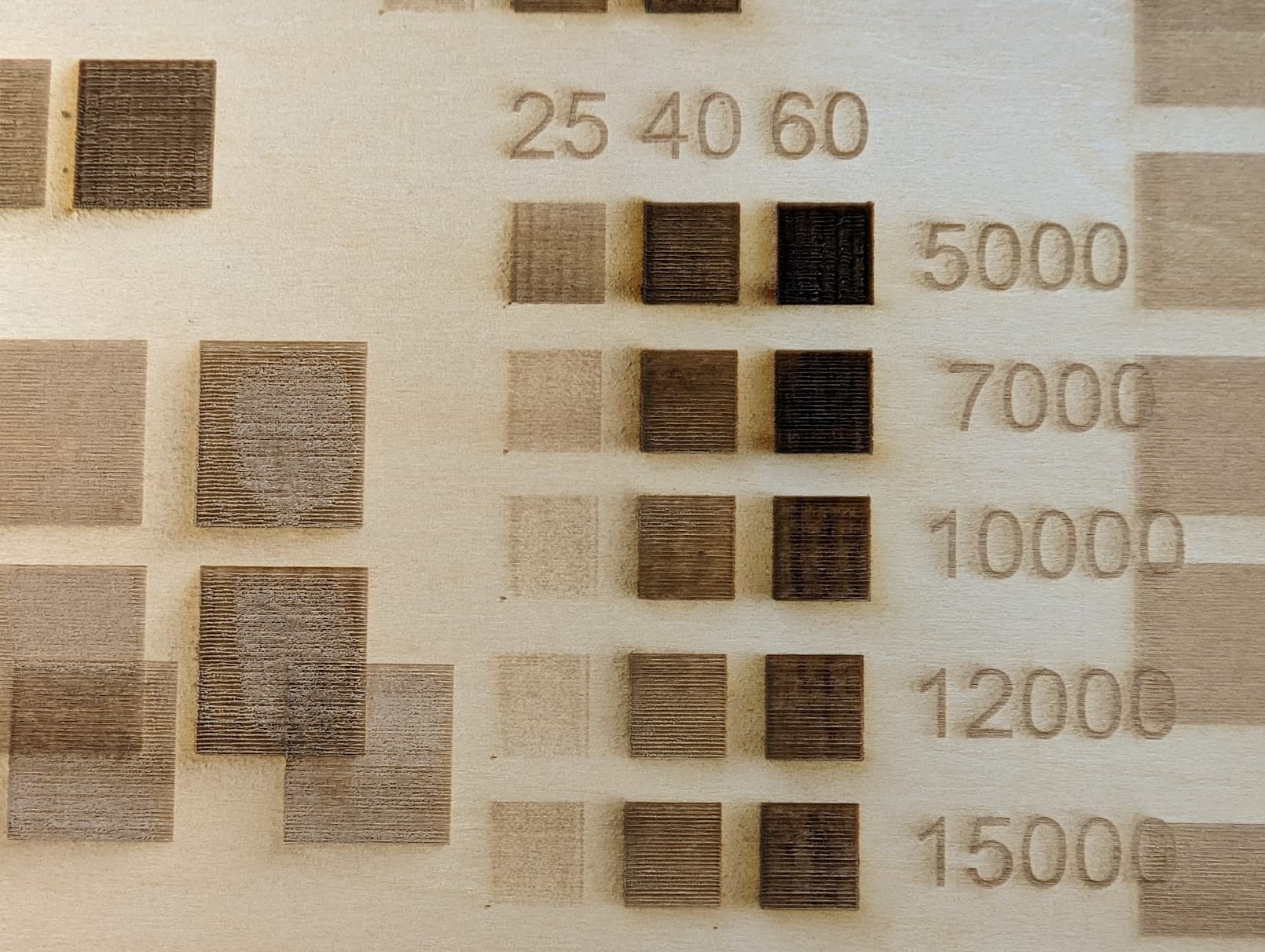
calibration card fun
yep; poked at that a bit; soooo machine limit is muchhhhh lower then 36,000 mm/min. Looking like 7000mm/min or lower estimate. Testing now.
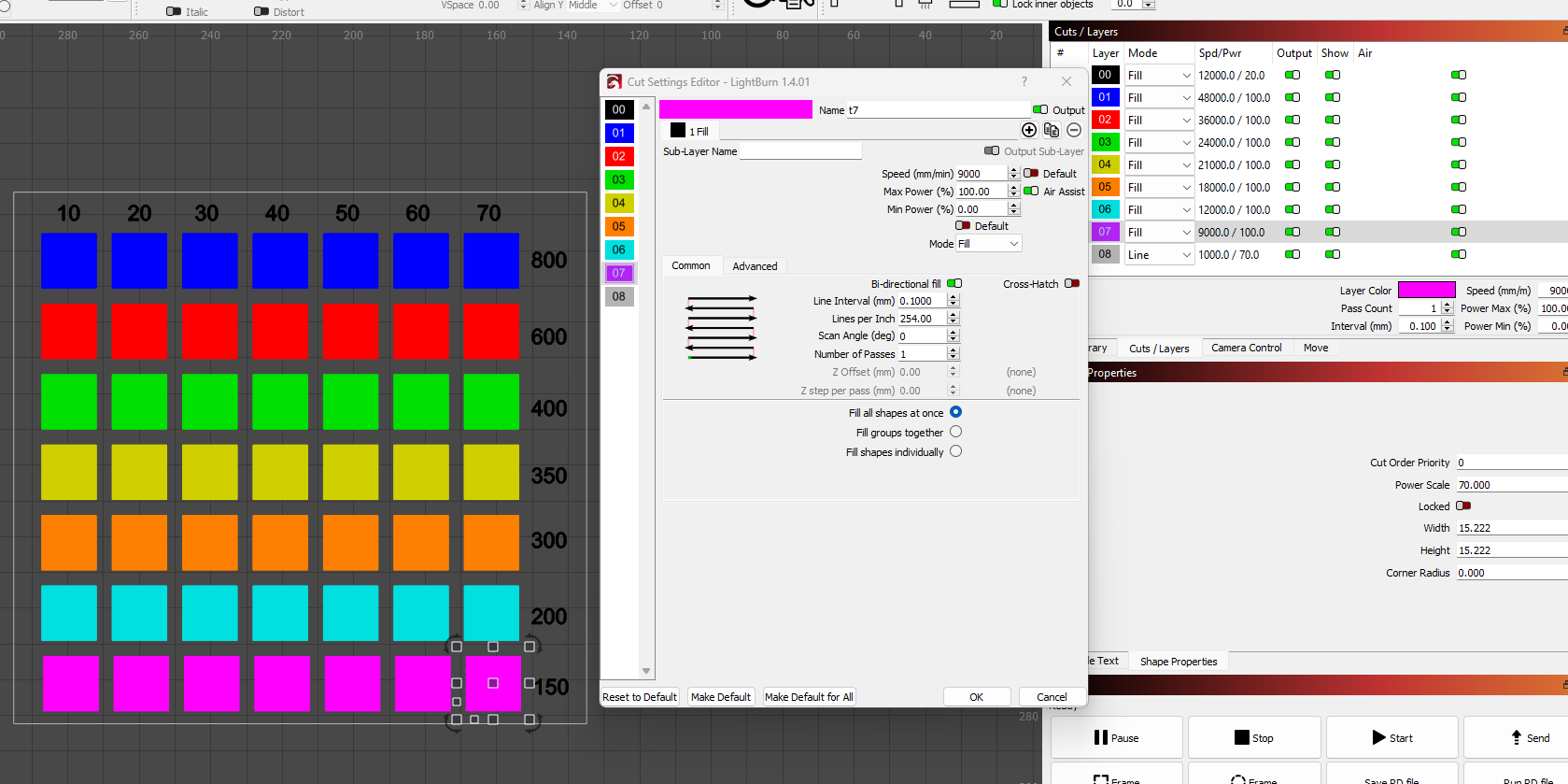
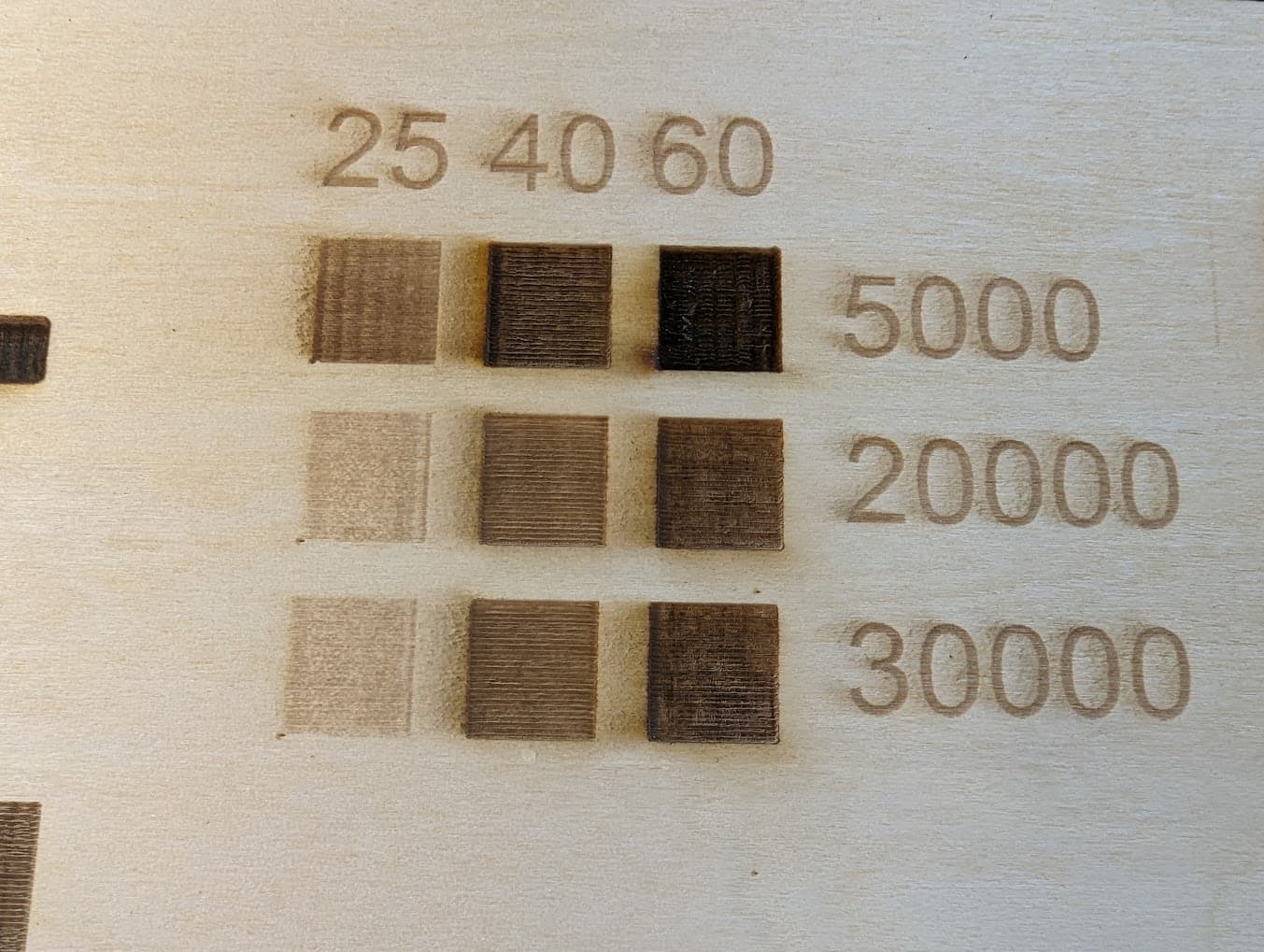
You can see it works as expected from 5000->20,000 and no difference from 20,000->30,000
Most of the time we use mm/s because the machine is quicker… I use this unit in all of my machines… I got used to mm/s…
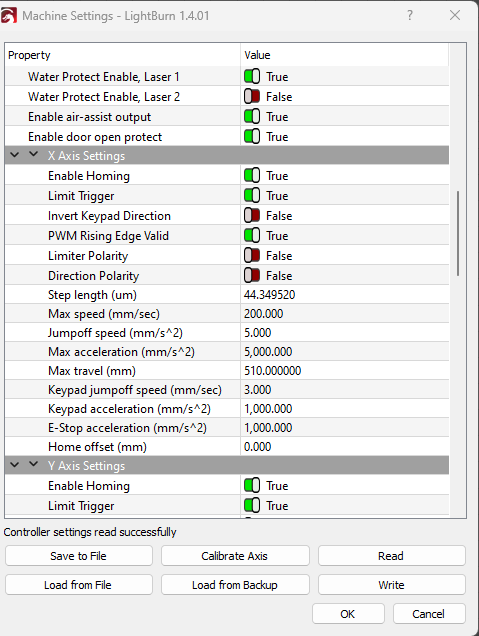
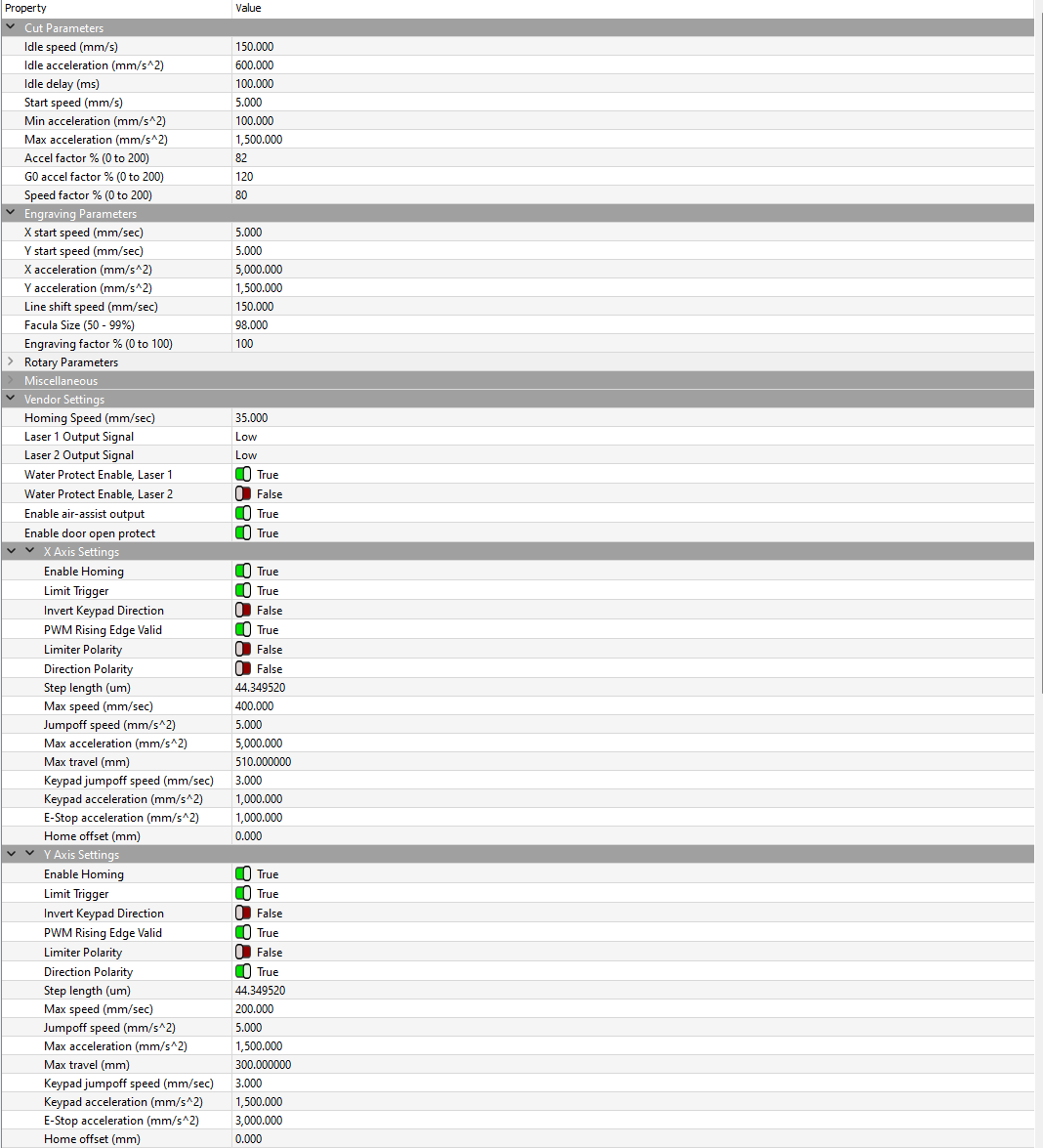
You machine settings indicate that your maximum speed allowed is 200mm/s on the X axes…
200mm/s x 60s/m = 12000mm/m.
Did you try changing it? It may make a racket… They claim it won’t hurt it, but it surely won’t hurt it for a test run.
I don’t know how much mass is on the head assembly but that and acceleration are key factors to increasing speed. 200mm/s seems awfully slow to me… I would think it would run faster as it’s acceleration is higher than my China Blue was stock and it would easily run 500mm/s.
Ensure you make a copy of these setting before you modify anything… Use the save button and keep a pristine copy around in case of emergency…
Yep, changed it to 300mm/s; still no difference, tops at 200mm/s on benchmark. Have a call setup with omtech tomorrow… I’ll post what we find; in case someone finds this thread in future. I’ll need to do some more research on rudia and ligtbburn settings,
The fact that it hits the speed limit but doesn’t adjust laser feels wrong; would expect it to still fade out via some speed vs power algo. Maybe I am expecting too much smarts out of the controller.
(5+ years in 3d printing and diode lasers; switch over to mm/s makes my little brain hurt.)
Coming from ortur/xtool; kind of surprised at the low speed; both of those machine can hit 300mm/s (well kind of, belt skips at times and burn looks like crap).
Quick update; got in contact with omtech and they found their lab machine with same odd settings, they seemed rather stumped and also said “well that’s not right” in a non-commital way. Probably a jira opened somewhere and in some sprint backlog.
Omtech engineer tried running that y-axis at 500mm/s in lab and crashed the gantry (better him then me). I may have egged him on a bit; felt kind of bad.
note: Overall support from omtech was great; always enjoy talking to a real engineer/tech on phone.
I rebooted machine and re-wrote and tweaked accel settings and max speed; speed increased confirmed with both line fills test and basic observation. Ended up swapping the accel and limit settings on x and y based on the previous mentioned crash.
My basic hypothesis was that if you hit the speed limit it would automagically downgrade laser with some basic algo; but a complete assumption.
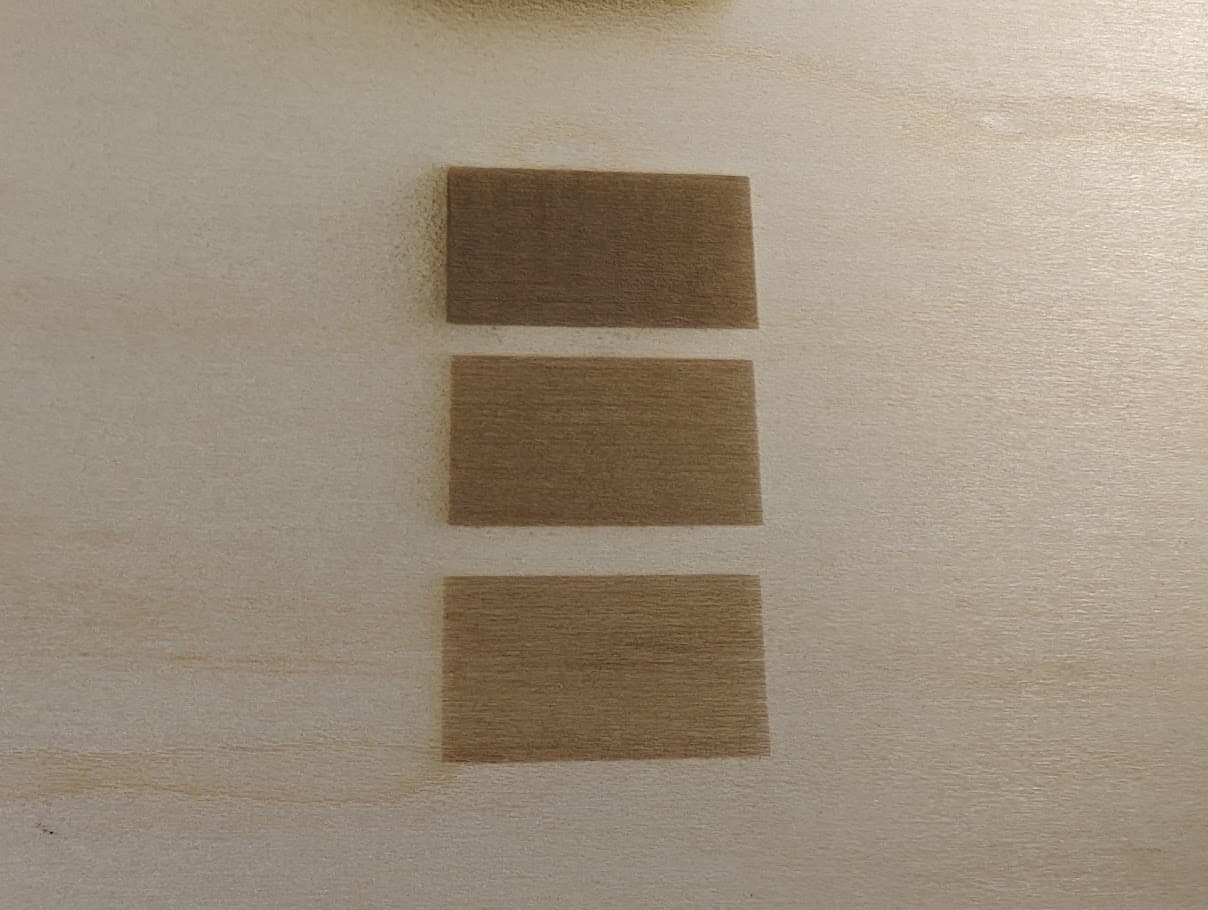
Theory: using line fill
50% laser + 200mm/s = medium burn on wood
50% laser + 300mm/s (but limited at 200mm/s) = lighter burn on wood
50% laser + 400mm/s (but limited at 200mm/s) = even lighter burn on wood
That hypothesis didn’t pan out in observation; basically all 3 were 100% identical. Shrug, worked out, as it lead my down this path.
Changes and results for anyone crossing this thread in future; use at your own risk and careful that this may void warranty, I attest to no warranties of any kind, either expressed or implied. (yada yada legal speak).