So I’ve been having a problem with lightburn. I originally contacted Omtech. After working through the issue several times with Omtech, they ended up sending me a new machine. Now, it’s a new machine - same problem. The issue is that even on low settings, it is burning through the wood. I have an Omtech CO2 laser.
You haven’t stated what wattage your machine is… my machine (Monport, not OMTech) is only a 60W laser, and I almost cut through 3mm MDF and Birch at those slow speeds. I’m not sure what you are expecting it to do. Most people running OMTechs have the opposite problem.
Thank you very much for responding. I honestly do appreciate it.
My machine is a 60W.
Can you clarify what you mean by "most people running OMTechs have the opposite problem?
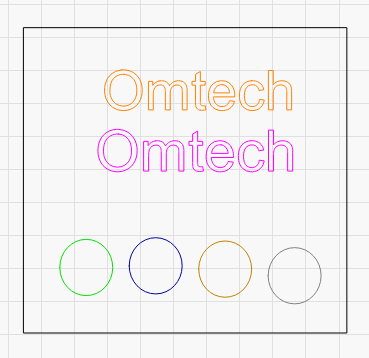
As far as what I’m expecting. My trial and error was that if I go much faster the machine doesn’t do the details on some of the pictures I’ve tried to burn.
This might sound dumb, but do you just do trial and error to figure out the right speed and power settings for each picture? If so, how do you not end up with a ton of waste material?
You pretty much have to do material tests on all different materials. Enter the good results in the material library. After a while you will be able to just tweak things as you perfect them.
What I meant by the comment, was that as I spend hours and days helping others on the OMTech Facebook Group (and other places), I constantly see people (with larger lasers than ours, I might add) who complain of failed cuts, poor engraving performance, absolutely charred materials, etc… Now, 90% of the time, the root cause is mirror alignment, or lens impairment, or focus failures. But everyone jumps to the conclusion that 'there must be something wrong with my laser tube" or “my power supply must be going out,” when in fact it’s usually down to poor maintenance or user error. It’s seldom an actual device failure.
Anyway… trial and error is a common theme in the laser world, because every material is different. Even similar materials from various suppliers can be different. My settings for 3mm Baltic Birch on ‘my’ 60W Monport with ‘my’ currently tuned mirrors and lenses using ‘my’ choice of air assist… do you see the pattern here? Every machine is different, every laser tube (even if they are both 60W) is different, every mirror alignment varies… etc… etc… Even the concept of Material Libraries is a personal adventure. Otherwise, why wouldn’t Lightburn just include them? Shouldn’t we be able to fill in a few blanks in a form… Laser Wattage, Lens Focal Length, Material Thickness… and Lightburn should calculate the proper speed and settings, right? Not.
Besides Lightburn’s built in Materials Tests, there are also some good third-party Test Cards out there, and you will need to take advantage of all of them as best you can. Over time, you will learn what does and doesn’t work well on different materials… and sometimes you just have to guess and burn up a piece of scrap to see if you’re right.
For example, I dug out an old piece of Slate today and burned some text on the back of it, so I could see if running an outline around an engraved logo would look better than if I didn’t. (Turns out I didn’t like the result). Yes… you will end up with some waste material… but hang on to it, because you can use it many times until you find your sweet spot with particular materials and settings… because other peoples settings are just that… other peoples.
Lastly,
You are not dense… you are learning.
I did it too.
And still am.
To answer this request specifically…
Are you cutting?
Are you engraving?
Is it an image?
Are you looking for strong contrast?
Do you have a deadline?
Do you want to abuse your laser tube, or respect it?
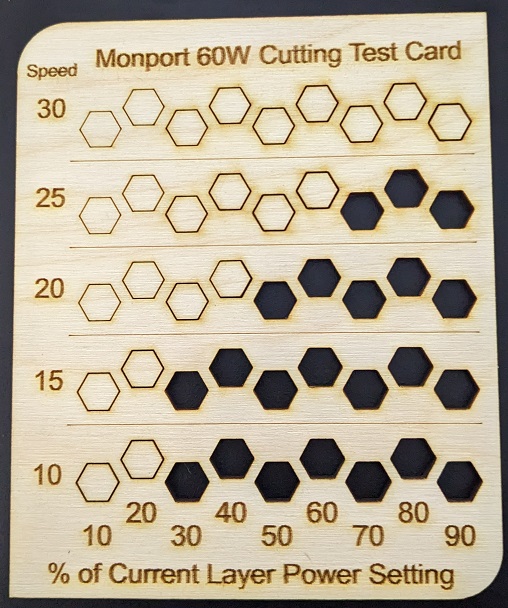
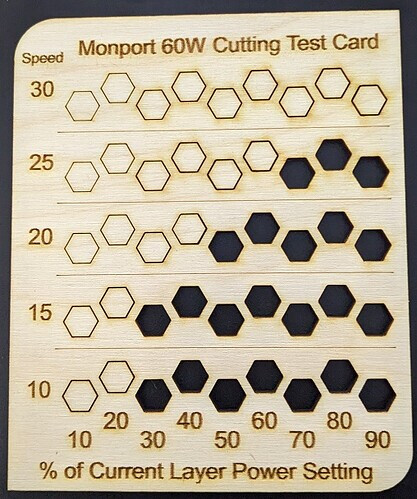
Again, there are so many variables that my suggestions may not even apply to your (as of yet unrevealed) needs. The best I can do is refer you to my test card image of my laser on 3mm ‘wood’ that I already posted.
One piece of advice I will give though… choose a successful speed and power that is a bit ‘inside’ your success zone. In other words, just because my card shows that I ‘can’ cut at 25mm/sec and 60% power, I would likely choose 15mm/sec and 40-45% power. One, because it will extend the life of my machine, and two, because I don’t want to spend hours with an X-Acto knife on the back of the material hand cutting all the ‘spots’ where the laser didn’t quite make it through.
Why not? - it’s almost Christmas and Oz and his team are guaranteed to be short of ideas for our Christmas presents
@PyroBP , you got some good answers to your “problem” but I am very surprised that you also got a new machine from Omtech! (if the “error” on the first machine was the same as on the new machine).
I have the “same” machine (for 2 and 3 years) and until now have been very satisfied with the machine and OMT’s fine service, but that they could not help you with your question, in the same way as the friends here, it surprises me. Their policy is “no bad publicity” that’s probably why they swallow big camels.
To start with your little test,
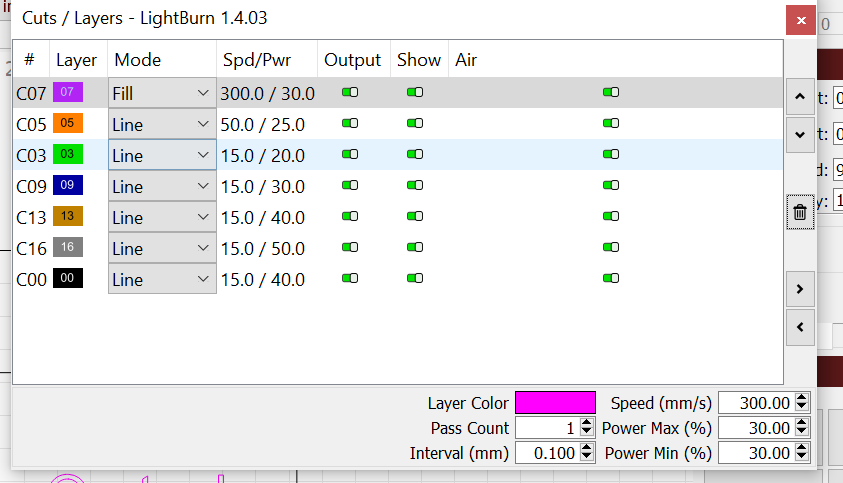
Start with 100mm/s and 15% (min and max) for engraving and work your way up to: as quickly as possible with the least effect - until you have a nice result. Read on your Ruida controls the time used and compares it with other speeds (for smaller parts it takes longer to engrave with 300mm/s than with 200mm/s) Remember also to see your line distance to e.g. 0.075 mm.
With B/BB quality of your plywood, you will probably end up at approx. 200mm/s and 12-17% max and 8.5-10% min power for “normal” engraving, for smaller parts.
But it is only intended as a starting aid, you must find your own values - for all materials and applications.