As title says anyone I have only ever heard of 30 L/Min but PSI wood be better, I was thinking if my old fish tank pump was not enough wood use my compressor can be set to what ever just need a long plastic hose…
Go with the L/min spec on the pumps. There is no PSI on the air coming out of a nozzle.
If you’re looking for a compressor, then you want to be able to supply enough air at a usable pressure.
You need psi when it comes to an air cushion. I have a larger co2 laser and I use 60 psi when I cut wood or mdf. Around 5 to 8 pounds engraving, as it’s only used to keep debris off the lens. On acrylic, all operations are low pressure.
Different materials use different pressures.
I got along pretty well with one of the air pumps that came with the machine.
Good luck
![]()
1 Like
Thanks Dean.
Jack I already have a compressor that can supply 100 plus PSI if needed so if I only need 60 psi I have the compressor that I need… Thanks for that…
Merlin…
That 60 psi is cutting faster than you probably would, so you may be able to get away with less pressure. You can fine tune it to your machines speed/power/material.
Sounds like you have it set, so have fun…
![]()
There IS a psi for air assist, but it’s measured in flow pressure and it depends on your nozzle.
I run a Cloudray N03 nozzle, and run around 13psi flow pressure for MDF, and cut it back to 5-7 psi for acrylic. Too much air for acrylic will cool it and cause bad cuts becase it melts, not burns like MDF.
So how do you measure flow pressure?
I believe air blowing down on the cut is helpful the same way air accelerates a camp fire or a forge. Based on some of my experiments I haven’t seen that more air helps compared to more laser power. So higher air doesn’t compare to higher wattage. I’m talking about wood cutting as there may be other materials where an actual tank style compressor is needed.
In my opinion the air pump Jack pictured is all you need.
Hi Merlin,
I have an 80 litre/minute fish tank compressor and I find this works very well for me. By and large I believe in substantial overkill. It is quite noisy but I mitigate this by
- placing the air intake pipe in a glass bottle. This significantly dampens the noise.
- using another heavy glass bottle as a compressor chamber(a Drambuie bottle!). This also greatly dampens the noise and produces a nice smooth airflow to the laser head.
Of course I drank the Drambuie first and that might account for my happy experience of this noise mitigation!
2 Likes
Actually, if you read the placard on the pump it states pressure of 0.02 MPa
0.01 MPa = 1.4503773773 psi, so it’s only capable of about 3 psi. Pretty useless for cutting assistance.
The volume is 0.038 m^3/min…
Stick with your compressor, then you can dial in whatever pressure you require.
Good luck
![]()
So if I let the air pump dead head against an air gauge is might generate 3 psi. Sounds reasonable. Try lowering you tank pressure down to 3psi. Will they result in the same air flow? I think you’ll have to up the tank pressure.
It’s like trying to cool down with a fan vs an open compressor air line. How is this situation any different?
Compressors are expensive to operate, noisy and the air needs to be dried or you run the risk of blowing moisture all over your parts.
Stick with an air pump.
Flow pressure is measured beyond the regulators and solenoids. I have a feed off my big compressor running around 150psi. I drop that to 60 psi coming into my solenoid and regulator set. Then I have a gauge on the 1/4" output that feeds the No3 nozzle. My pressures are totally connected to my configuration, but it’s a place to start.
Example: I swap my normal No3 nozzle for my emergency nozzle, and the pressures go WAY up.
What’s an emergency nozzle? I have a nozzle that got screwed up. Rather than waste it, I screwed it up further by cutting off a good 1/4" of the tip and cutting a circle of acrylic to jam in there. Now, on the off chance that I totally screw the alignment up but have a project that has to get out the door, I can swap out the No3 nozzle for the emergency nozzle and get the job finished when the bad alignment would have the beam hitting the inside of the nozzle instead of the work piece. The badly aligned beam cuts it’s own hole in the acrylic and I can get the job finished, then take my time when I’m not so pissed at myself and get the laser back in alignment.
There are numerous arguments to what you stated. The most simple one is that it’s not useful for cutting. There is no difference in the cut between no air and that air pump. So if you don’t want to cut then the air pump should be fine.
I ran with it quite a bit. I also know what a piece of junk it was when I put a real air assist on it.
Pick your poison…
![]()
Jack I’ll choose NOT to believe that there is NO different between no air and an air pump. Assuming the air is applied thru a restricted nozzle and close to the surface.
Just try turning your air off and see how well it cuts. At the very least no air will burn the side walls in places and at worst you might want to have a fire extinguisher at the ready. So maybe I’m seeing a much improved cut surface with the air pump, not faster or deeper cuts; which is fine for me because that’s what the bigger tube is for.
Ta for all the comments good and bad I have a lot to think about when I get my Air Assist nozzle…Will just be trail and error I think sounds like yah don’t need a lot of air anyway so will go with the old fish pump no writing left on it so don’t know anything about it that it has a name and two out lets… ![]()
![]()
Maybe a little help during a cut, but insignificant. I tried the 2" lens with the long nozzle, which has a pretty small outlet. It’s 5mm off the surface, 3mm basswood. Should have changed out the pump first, but I did the head…
It would keep the mirror coating off the compound lens (11.5mm focus), but that maxed it out.
Real controllable air pressure made a total difference on my machine.
Basic reason I dumped it was that it was worthless for cutting.
I used it, so I know how poorly it works. Of course, it costs money to put in air assist, but it was well worth it. I started with a 10 gallon Husky compressor, but it was so noisy that I finally budgeted for a 20 gallon ultra-quite type. Nice to have a larger tank and quiet compressor.
@nzmerlin you’ve got enough to go on… good luck and let us know your opinion ‘after the fact’… ![]()
![]()
Sorry, but pictures don’t lie.
The first possible wrong assumption on your part is that you are cutting with a cutting configuration. There is a physical difference in the lens tube, air fitting , and nozzle between an engraving configuration and a cutting configuration. I had the first and didn’t know it when I bought the machine. You want to see the difference, check out Air Assist 04 on my Google Mod Page. As a general rule, cutting with an engraving set up puts you at a rough 40% disadvantage before they ever unloaded the crate.
1 Like
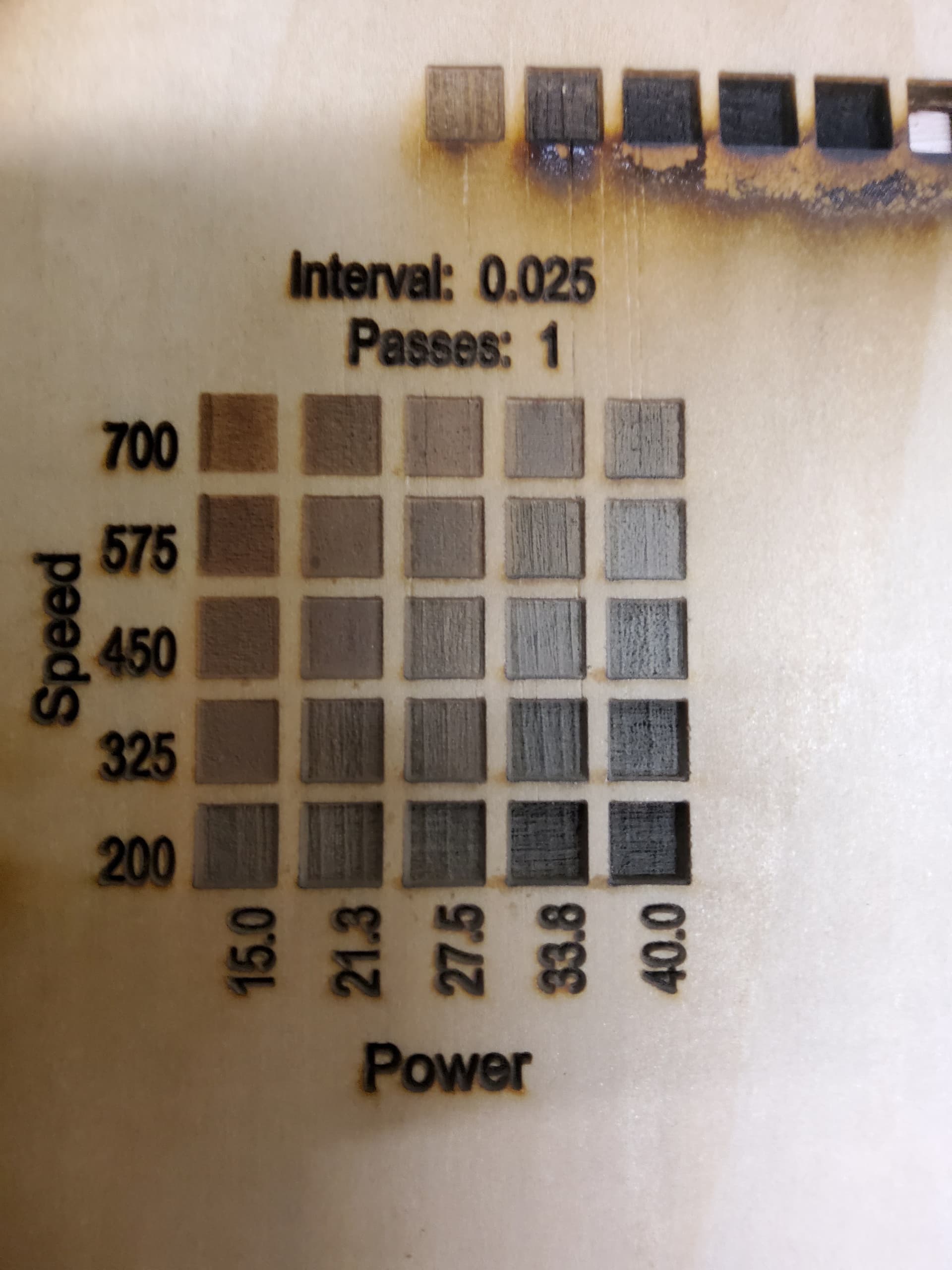
After a frustrating year trying to get a decent cut in ply, I have finaly found the answer.
3 material tests on cheap ply. The only difference is the air.
No air
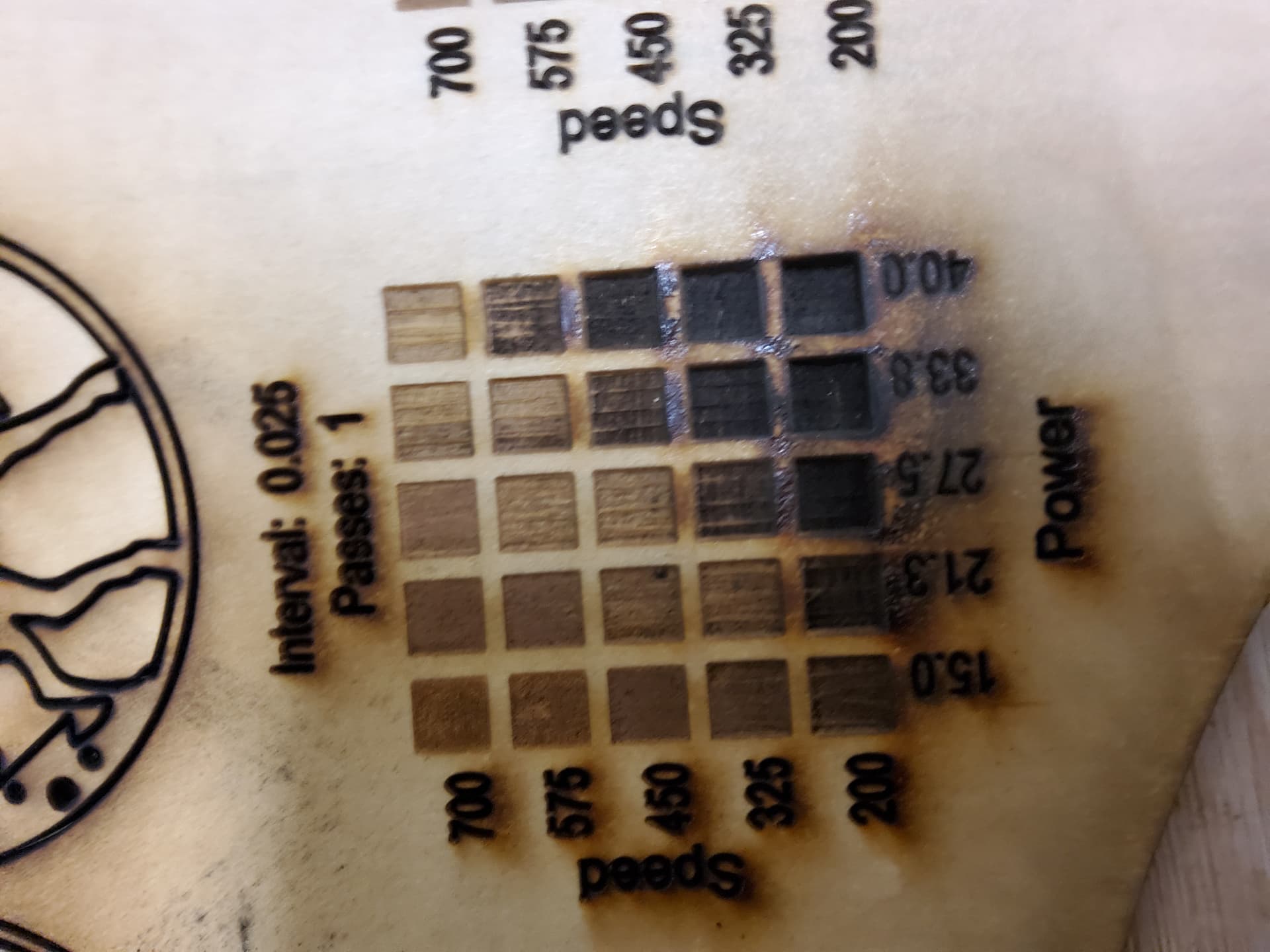
Factory 4.6psi pump
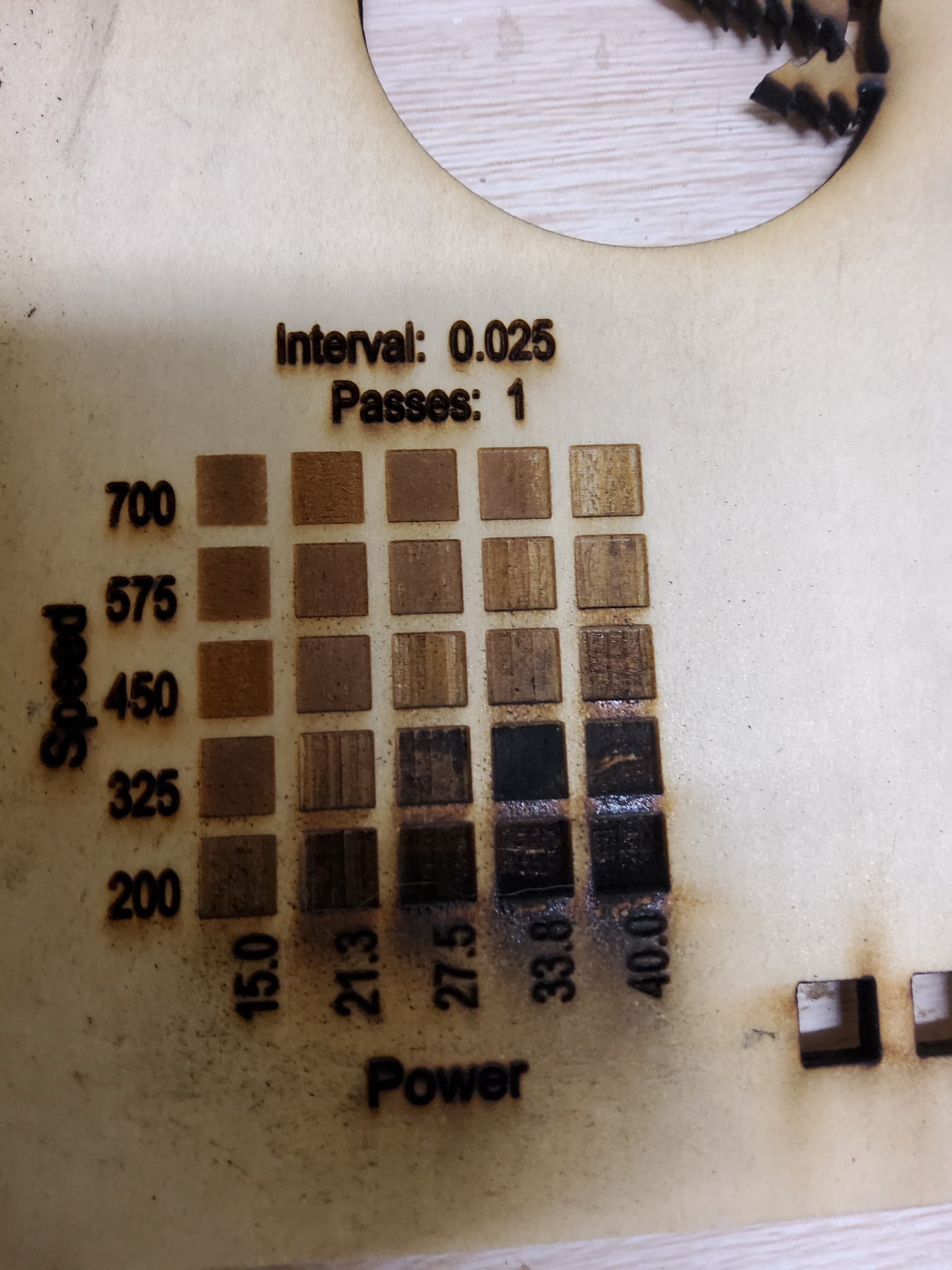
Compressor regulated to 15psi
I spoke to the manufacturer, and they told me they set it up so the pump comes on when exhaust is running. The other air inlet is through a solenoid and only on when cutting as the puffer is enough (obviously not). This is software (engravelab) controled. I no longer use ( hate with a passion ) engravelab so I am going to put the pathetic pump behind the lens to keep it clean, and plumb a couple of regulators on the job side so I can easily switch between them rather than wind and reset, depending on materials.
1 Like
And the same air/lens confuguration for cutting
I have never been able to do such delecate cutting on this machine. It frustrated me no end that a 5W LED actually cut better than a 60W CO2.

1 Like
Assuming this is a dc excited laser…
Are you attempting to engrave with a 0.025 interval (1016 dpi)?
I think you are running too fast for that dpi, even if that dpi is possible.
I run enough air to keep the lens clear of debris, around 5 to 8 psi. I run about 50 or 60 psi cutting mdf and plywood.
There will be lots of speed/power combinations that will cut. There will be a small area in the speed/power range where it will cut the best and leave least amount of ‘burnt’ residue.
I’ve found that highest possible speed at the highest comfortable power works best for cutting.
Good luck
![]()
This is the material test in lightburn, i could not alter the dpi and the speed/power.
In my normal use, the dpi is no less than 0.07 as this is the size of my beam at focus.
The point of my post is that for a year, no combination of speed/power/dpi gave me a cut/engrave to the quality that should be expected from such an expensive machine.
BECAUSE THE AIR WAS INADEQUATE THE WHOLE TIME.
1 Like