Hey folks, when trying to use the fill feature to engrave starting the job only results in a quick starting job beep followed by the job completed chime. When the job is sent to machine, the frame function works correctly and maps out the work area. The file displays correctly on the laser machine but still when I hit start it only gives me chimes and the head simply doesn’t move at all and simply behaves as if it has nothing to do.
It’s a 200w machine that has been cutting perfectly for months, but simply refuses to engrave no matter how I adjust speeds, power settings and minimum/maximum settings. Any help would be greatly appreciated.
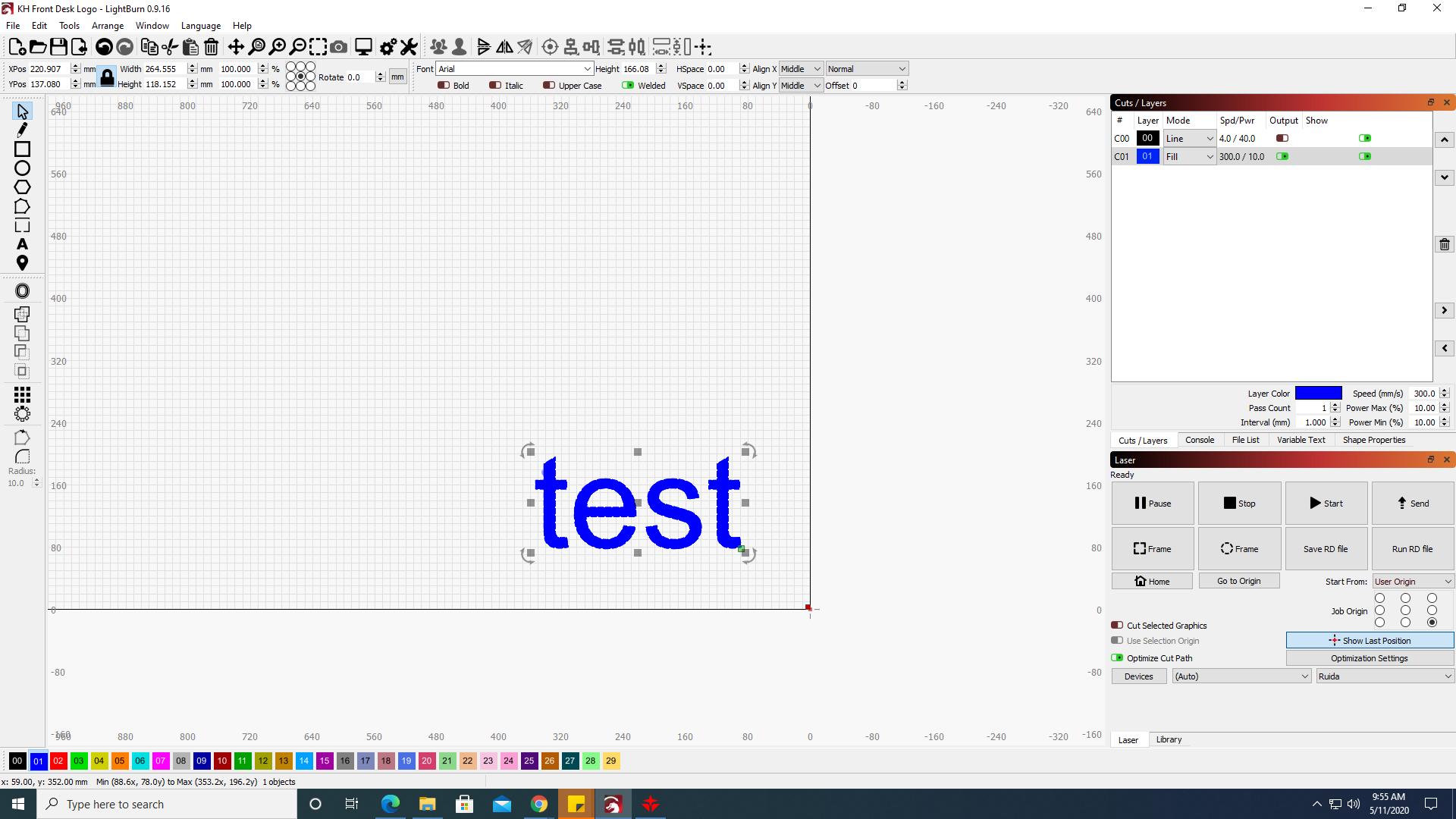
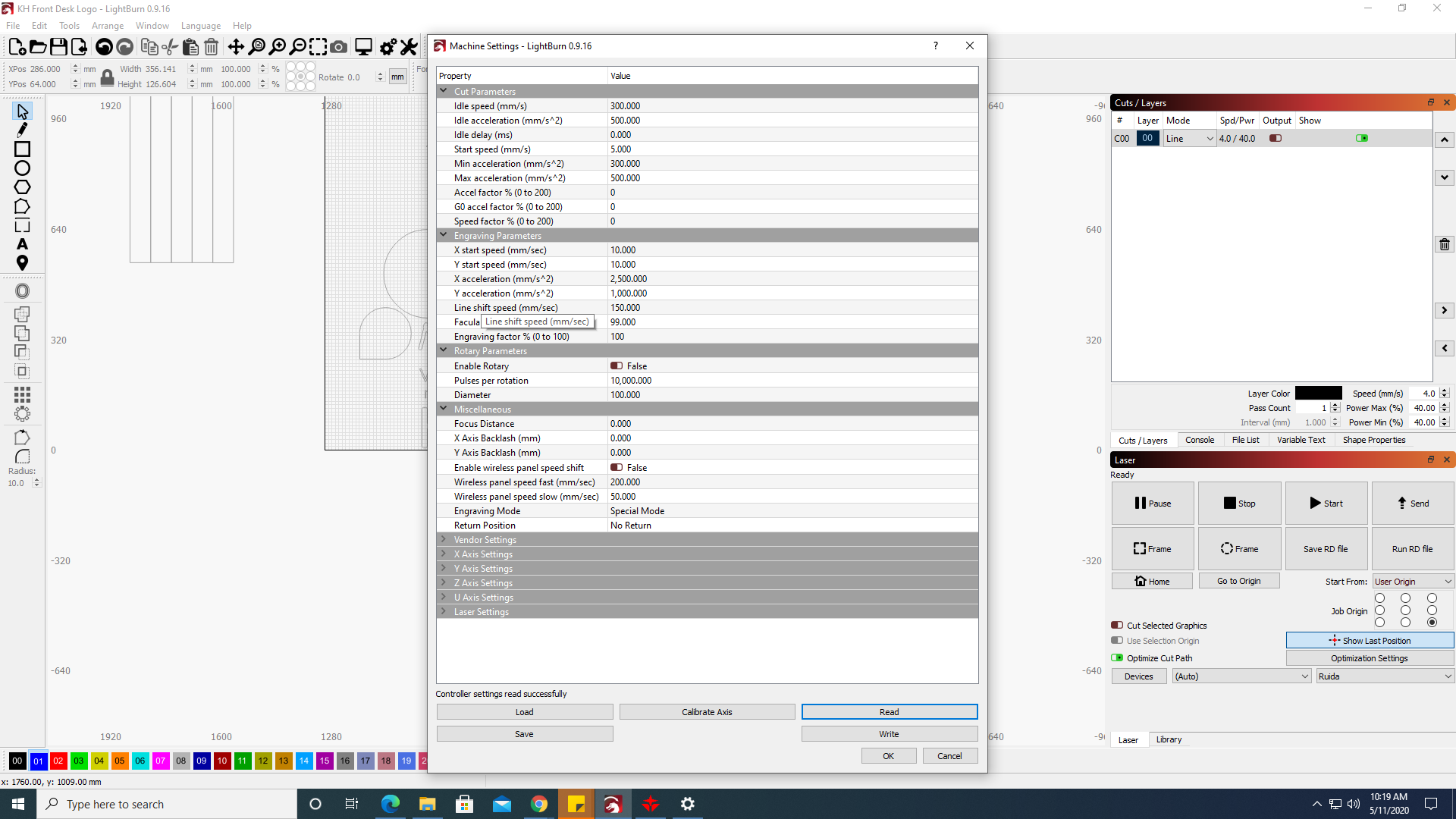
From the picture I see you are starting from user origin and the job origin is set to the lower right. Do you have enough clearance from the edge of your travel limits for the head travel? The controller will not run a job if you do not have enough clearance for scanning (because the head must move slightly beyond the shape’s position to come to a stop and reverse direction).
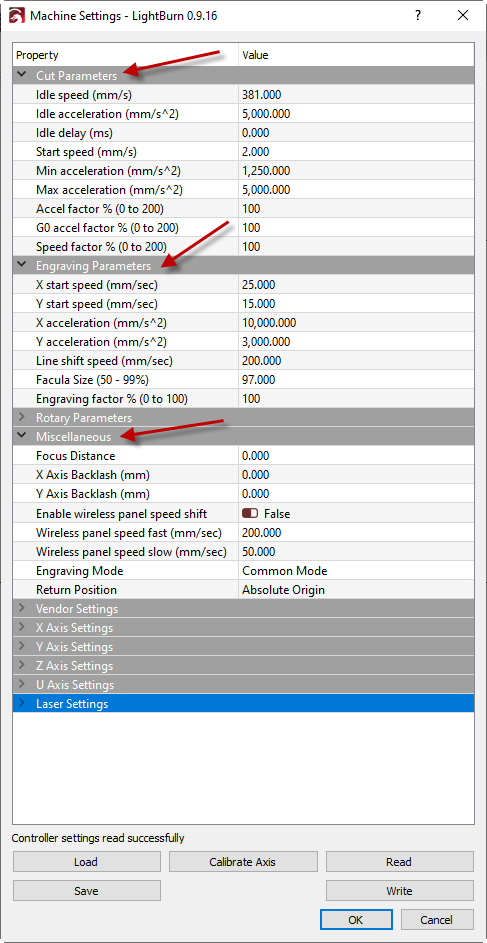
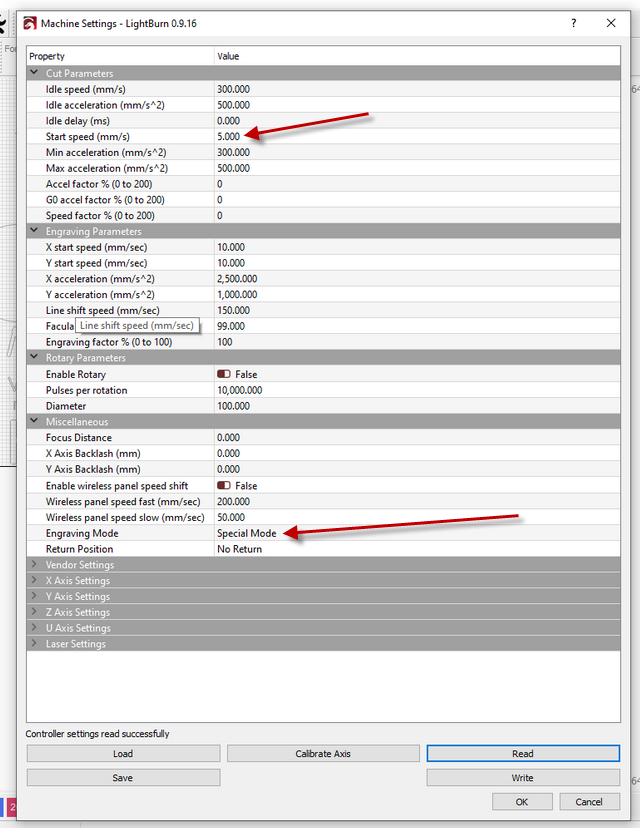
Can you post your controller’s configuration for Cut, Engraving, and Misc Parameters?
From Ruida: Scanning Mode: it is divided into general mode and special mode for option. If special mode is used, the laser power should be increased. The smaller the speckle percentage is, the more the laser power reduces. The laser power to set should be larger in order to reach the same scanning depth. The purpose to select the special mode is to make the laser light at high power and short time. On the depth scanning the effect that the bottom is flatter is obtained, but it should be noticeable that if the speckle adjustment is not appropriate, it can achieve this goal. If the high power remains short, the lighting mode will
influence the life of the laser. The system will default the selection of general mode.
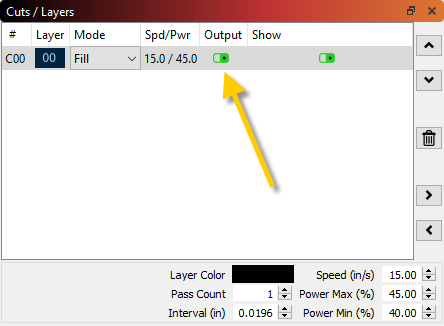
Side note: I noticed on your picture you have a line layer set to 4mm / sec but your controller’s cut parameter for start speed is set to 5. You probably want to lower that controller parameter down to whatever your lowest speed is that you will use.
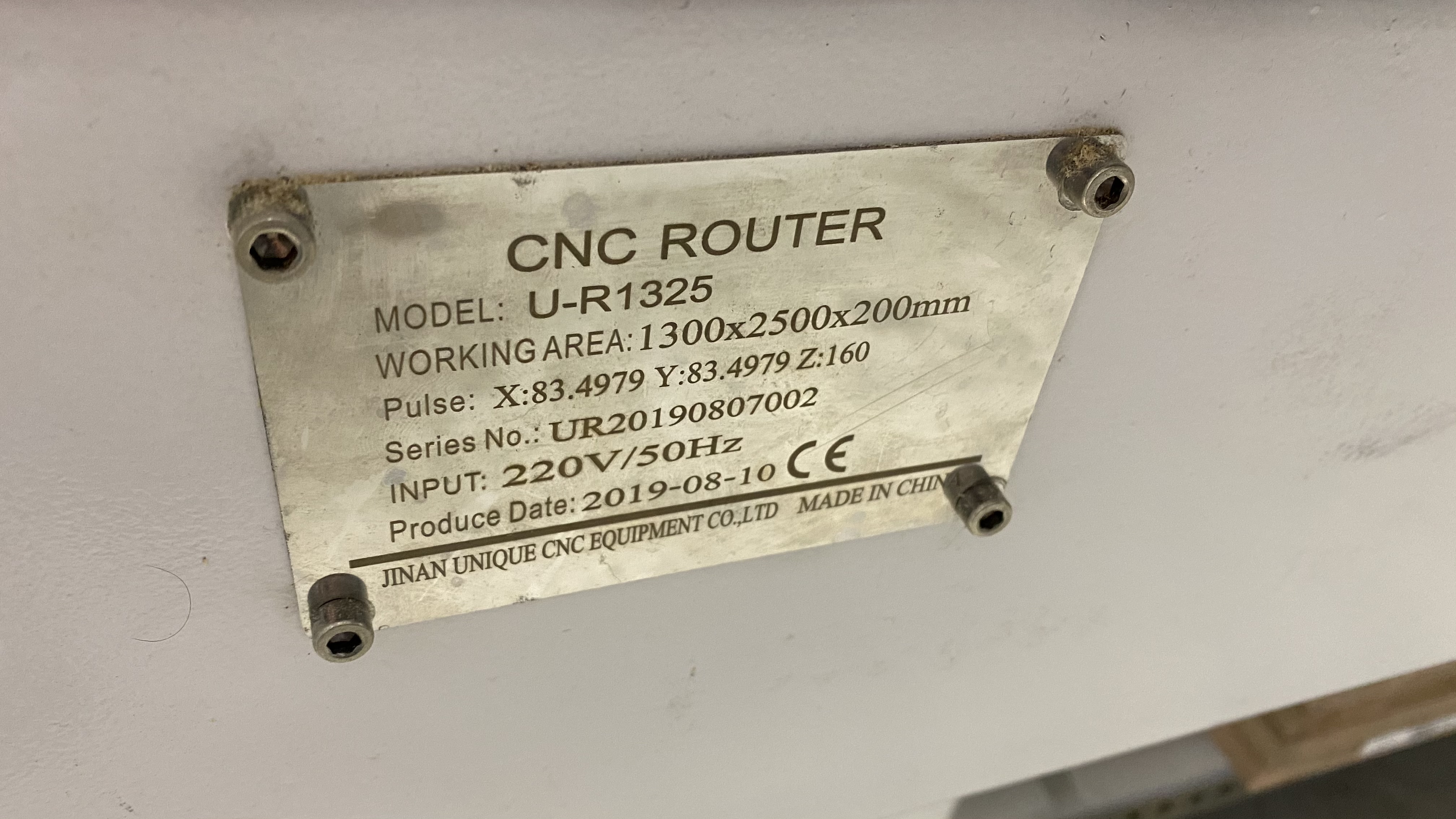
Would you mind posting a picture of your machine? It looks like you have a full size laser (1300 x 2500). I always appreciate seeing these in service. My laser is 900 x 600 but my spindle is full size:
I am also wondering / thinking now about your machine being such a large form factor if your Y velocity limit is set particularly low by the manufacturer. Your picture of the fill layer is set at 300 mm/sec (10 in/sec) and I don’t know if that is too fast for your gantry to swing.
Certainly is a big machine, hsg b1325m. Weirdly during the demo when we purchased the machine we did see it engrave to a reasonable standard. We mainly want to be able to engrave text in parts of jobs for identification purposes. While I understand this certainly isn’t a ideal machine to be engraving with it would be very handy to have this functionality for us from time to time even if it is limited.
I have tried reducing the line layer set to 4mm/sec with no change to the outcome.