I’ve just set up my TS2-20W laser and can’t even cut cardboard!
I used the recommended settings of 8000mm/m @ 50% power from the manual, set to auto focus and told it to cut. The laser never made it through to the other side. (Lightburn)
I ran it several more times and even after 8 passes it did not make it through. I checked focus and it still didn’t work.
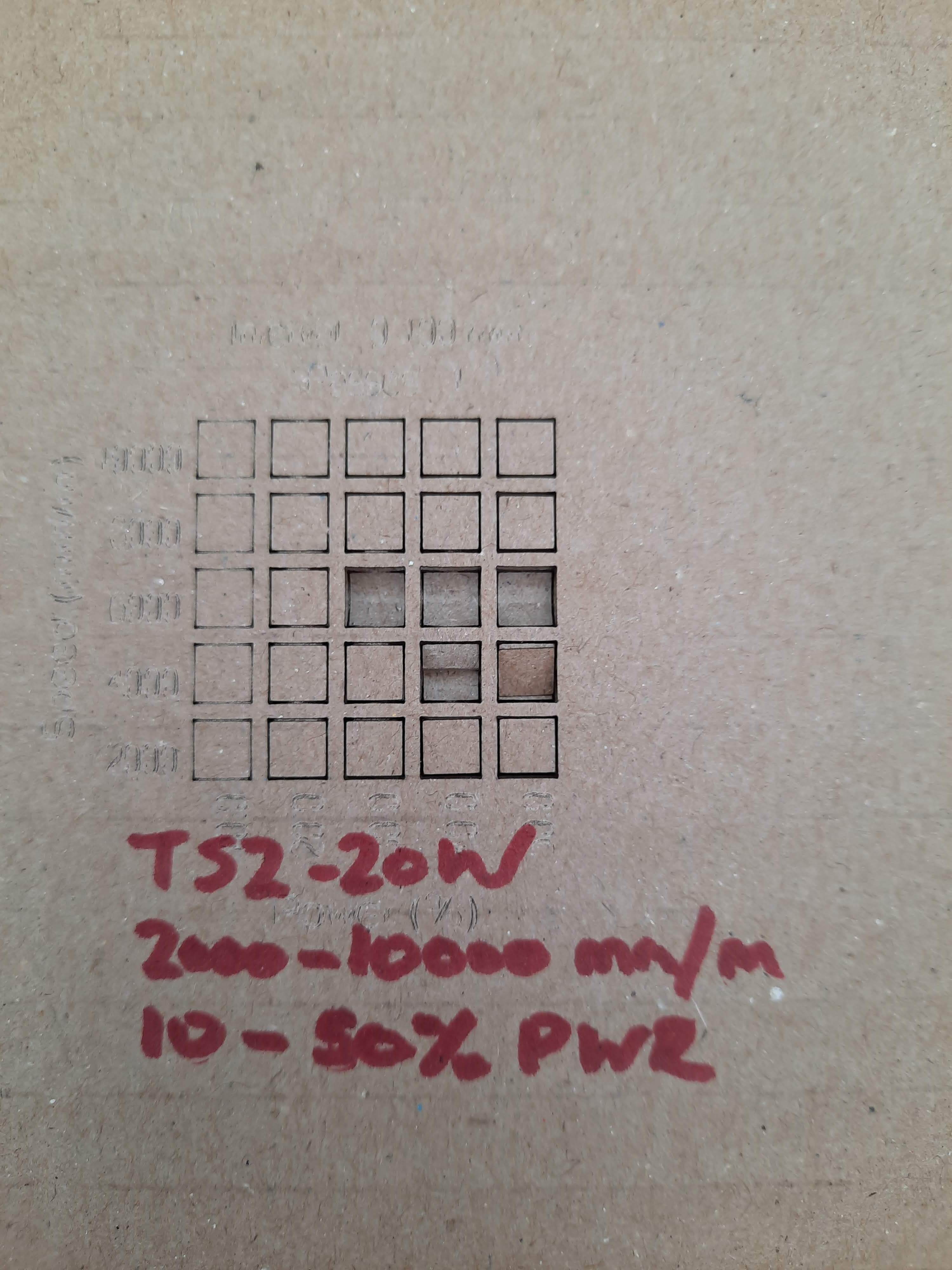
I then used Lightburn’s material test and set it to 2000-10000 mm/m and 10-50% power.
Not a single one of the squares in the image made it through.
Just to recap
I downloaded and installed the latest Lightburn settings from TT’s website.
The piece is flat to the honeycomb
I used the default ‘3mm’ auto-focus setting in Lightburn
Checked the lens, it’s perfectly clean
I’ve not used air assist. Not being able to cut cardboard with 20w laser shows there’s more issues than not using Air Assist.
S-Max is set to 1000 in Lightburn
I deleted the Lightburn settings, and re-imported from the memory stick that came with the laser.
What the hell could be wrong. It should cut through this like butter with 20w!
I believe that your autofocus did not autofocus on the cardboard.
Do a manual focus.
Slow way the heck down until you get a successful cut-through.
Get results, then apply more speed.
Do you have the cardboard suspended off the surface of the waste board? I use 1/4" stand offs with my 10w laser. 1800mm/m and about 85% power and one pass to get a cut on light cardboard. High density carboard (USPS priority mail conatiners) takes several passes to get a clean cut.
1/8" mdf takes 12 passes at 90% power and 1300 mm/m on my machine, irrc. It is possible - once you get the focus and speed and power and # of passes worked out.
Slow down. More power. For initial testing, it makes little sense to arbitrarily set a narrow speed and power range.
Lacking initial data and seeking to cut (not engrave), do 10x10 grid, set speed range from 100-5000 and power from 10-100%. If any region/quadrant looks plausible, run another test using the speed/power in that range to narrow. If it still won’t cut at 100mm/min @ 100%, add passes. If it still won’t cut after adding passes, consider a different material/machine/process.
That’s super general and plenty of exceptions exist, but that’s how these things go.