I have a AtomStack A5 Pro 40w Laser engraver. I have a Mac M1 with the later software running Light burn 1.2.01. I have been having a serious trouble getting items lasered in the correct area and I am wanted my grid to match the laser.
My cut space is X410MM by Y400MM; Lightburn reflects this. I have watched numerous videos for setup and it cuts perfectly. If have enabled the homing cycle, and calibrated my axes-both of them.
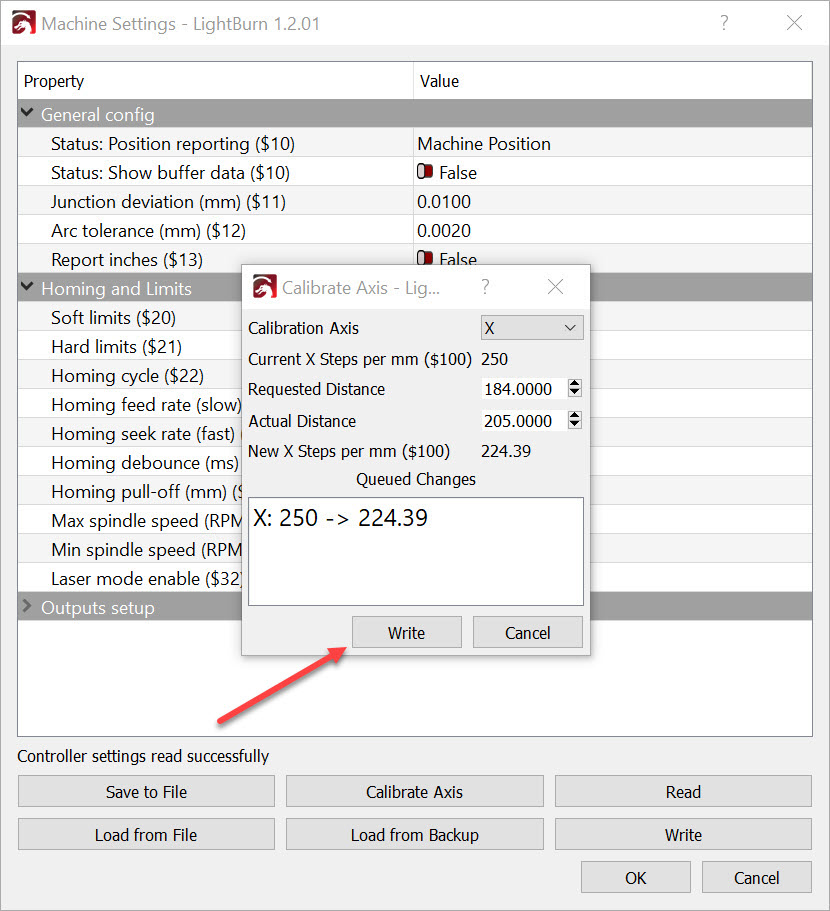
In the software 202 for my Y is actually 200 on my machine. Likewise, 184 in the software for my X is actually 205 on my machine. Due to this issue, I cannot get items cut right where the screen shows them.
$$:
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=1
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=80.000
$101=80.000
$102=250.000
$110=6000.000
$111=6000.000
$112=1000.000
$120=1000.000
$121=1000.000
$122=10.000
$130=410.000
$131=400.000
$132=200.000
ok