I can’t get the origiin to set. it always goes to x = 160. I have it set for Absolute coords, Also I buggered up the side panels. The block that says Set/Clear Origin is gone.
I really like this program, but itis very confusing. It really needs a button, maybe under Tools that resets the program to original configuration.
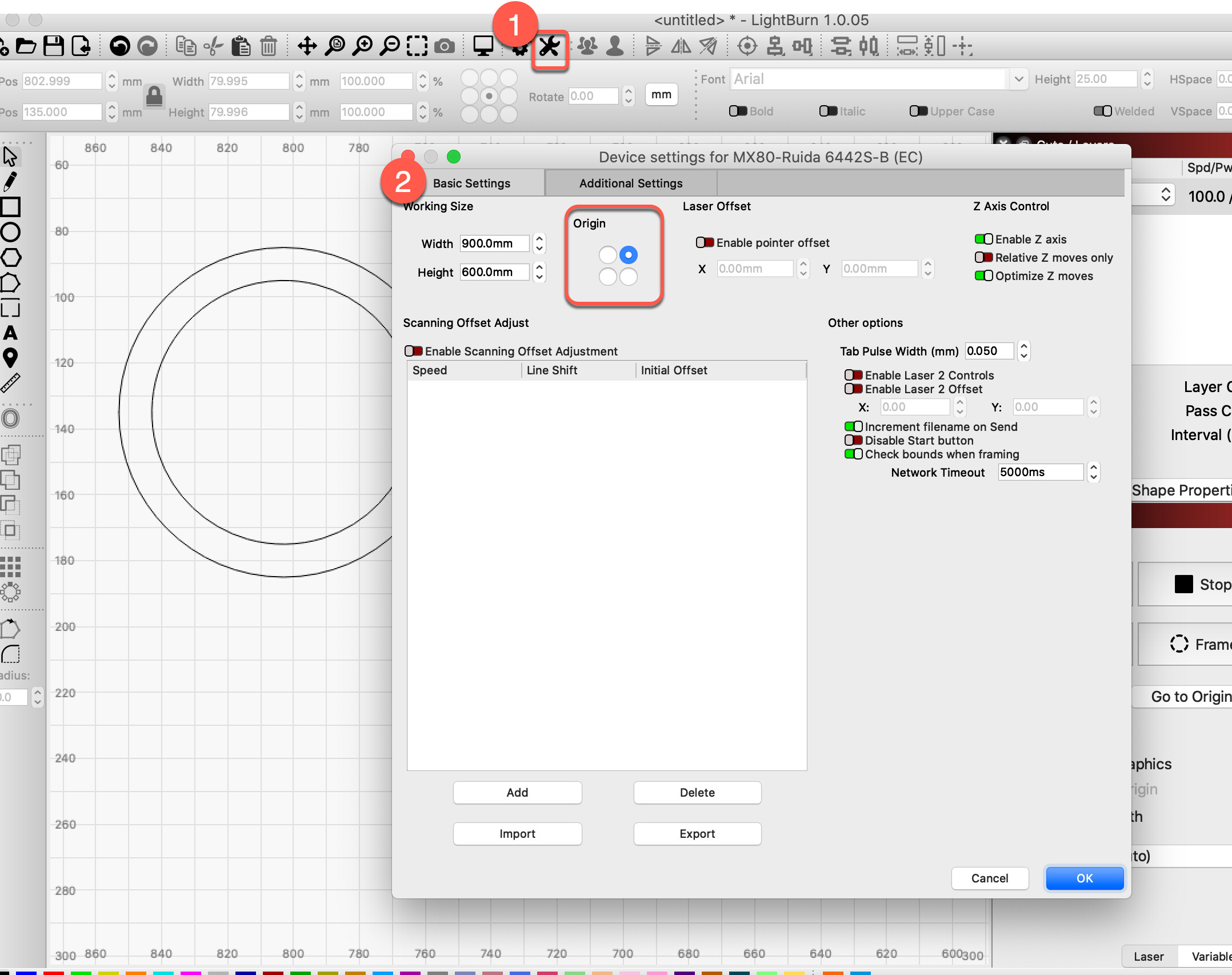
You can reset the layout in Windows->Reset to Default Layout.
Let us know if that gets you want you need or if you still have issues with the origin.
This is worth review: LightBurn Tips - LightBurn Software Documentation
Reset the window layout
Sometimes a window gets shoved off the screen or positioned in a way that makes it hard to find, or move. You can reset the window layout in LightBurn in two different ways:
- In the Window menu, choose “Reset to default layout”. This will undock all windows, and re-dock them in the default order.
- If that doesn’t do it, restart LightBurn while holding the Shift key - this skips restoring the saved window layout, and always works.
As for the origin issues, share where you have the origin set in LightBurn currently, along with your current firmware settings. Type $$, followed by Enter / Return, into the ‘Console’ window, then copy and paste the entire results here for review.
Here are the results from the console. And thanks, My screen is back to normal:
Waiting for connection…
ok
[ORIGIN: China]
[PRODUCER: ORTUR]
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2 Pro S2]
[OLF: 183]
[DATE:11:19:45 - Sep 1 2021]
[VER:1.1f(ESP32).20210403:]
[OPT:VNMZHSL,35,1024,3]
Target buffer size found
ok
Homing
ok
ok
Starting stream
[MSG:Pgm End]
Stream completed in 0:01
Starting stream
[MSG:Pgm End]
Stream completed in 0:00
Starting stream
[MSG:Pgm End]
Stream completed in 0:00
Starting stream
[MSG:Pgm End]
Stream completed in 0:00
ok
Starting stream
[MSG:Pgm End]
Stream completed in 0:01
$$
$0=5.0
$1=100
$2=0
$3=2
$4=7
$5=7
$6=1
$10=2047
$11=0.050
$12=0.002
$13=0
$14=6
$15=0
$16=1
$17=4
$18=0
$19=0
$20=1
$21=1
$22=43
$23=7
$24=600.000
$25=3000.000
$26=100
$27=3.000
$28=0.100
$29=0.0
$30=1000.
$31=0.
$32=1
$33=1000.000
$34=0.000
$35=0.000
$36=100.000
$37=0
$39=1
$40=1
$41=0
$42=1
$43=1
$44=3
$45=4
$46=0
$56=1.000
$57=1800.000
$58=395.000
$59=6000.000
$60=0
$61=0
$62=0
$63=3
$64=1
$65=0
$259=0
$260=70
$261=0
$262=750
$263=30
$264=0
$265=100
$267=0
$100=80.000
$101=80.000
$102=400.000
$110=10200.000
$111=10200.000
$112=1200.000
$120=2200.000
$121=1800.000
$122=2200.000
$130=400.000
$131=400.000
$132=50.000
ok
The laser head stops at about X= 16 CM (if I remember correctly thats 160mm) x Y= 1.5 cm.
I think I found part of the problem. I had been using LaserGRBL and it was Locked. I unlocked it and and now pressing Go To Origin does nothing. The laser head has always returned to x=0 y=0 for home.
I have nothing bad to say about LaserGrbl. It is a great, very simple program to get people hooked on laser engraving.
Is it possible that you are mixing up home vs origin? Home implies doing a homing operation and should go to 0,0. Origin is a user defined origin and will change based on what you have that set to.
If you push the home button, does the machine auto-home to 0,0?
You can set and clear origin in the “Move” panel.
This is a copy of my readout. Near the bottom it says "GRBL 1.1f[’$’ for Help]. ‘$’ returns [HLP:$$ $# $G $I $N $x=val $Nx=line $J=line $SLP $C $X $H $B ~ ! ? ctrl-x] Am I supposed to enter this on the command line?
There is also this error message Starting stream
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
On or near line 4:
Stream completed in 0:00
[MSG:Reset to continue]
This is the full readout:
Waiting for connection…
ok
[ORIGIN: China]
[PRODUCER: ORTUR]
[AUTHOR: ORTUR]
[MODEL: Ortur Laser Master 2 Pro S2]
[OLF: 183]
[DATE:11:19:45 - Sep 1 2021]
[VER:1.1f(ESP32).20210403:]
[OPT:VNMZHSL,35,1024,3]
Target buffer size found
ok
Homing
ok
Project loaded in 5 milliseconds
Project loaded in 220 milliseconds
<Idle|MPos:0.000,0.000,0.000|Bf:35,1024|FS:0,0|Pn:PS|CL:0,100|PS:2,1|ER:648,644|VA:24131,0|Ov:100,100,100|A:S|H:1,7>
ok
Starting stream
Layer C00
ALARM:2
G-code motion target exceeds machine travel. Machine position safely retained. Alarm may be unlocked. (Right-click the ‘Devices’ button to reset the connection)
On or near line 4:
Job halted
Stream completed in 0:00
[MSG:Reset to continue]
ok
Ortur Laser Master 2 Pro S2 Ready!
OLF 183.
[MSG: Warning: Flame Sensor Disabled by User OverRide]
[MSG: Flame detector Inactive. Luminosity too high]
Grbl 1.1f [’$’ for help]
[MSG:’$H’|’$X’ to unlock]
[MSG:Caution: Unlocked]
ok
Try this
Type in console
$# press enter
(might need to type it twice)
copy/paste full output please?
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.