I have a tool change issue. I haven’t had a chance to implement the suggestions from Support but was asked if I could provide copies of the responses I received from Support. Thanks to Support for all their assistance. I tried to use MM Documentation but it was very unclear. If you have encountered this issue, please feel free to comment here with your problem, and if you resolved it, your solution. I’m going to try to resolve this over the weekend. I’ll post my results next week.
I had an issue when running a Job in MillMage. There were two operations; the first using a V-bit and the second using an End-mill. The Job run went through both operations without stopping to allow a tool change. I asked support what changes I had to implement.
Here’s how it started:
Sent to Support:
How does MM allow for a tool change when it moves to the next operation?
My project has 2 operations. Operation 1 uses a V-bit and operation 2 uses an End-Mill.
When I ran the Job, it ran through both operations without pausing to change tool.
Response from Support:
Did you select the correct tool in the Operation settings?
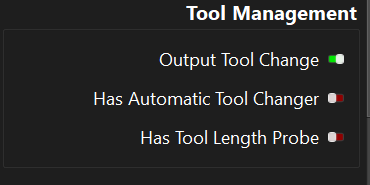
You will also need to enable “Has Automatic Tool Changer” in the Device Settings, and program your tool change macro.
By default, the Tool Change macro in the generated GCode is simply “T1”. You can either set up your firmware to handle the sequence, or enter the macro in the Custom GCode in MillMage.
I realize, our documentation is a little thin on the topic, but SparksTech on YouTube made a good video about this:
https://www.youtube.com/watch?v=bi8vkCKIYNY
Here, he explains, how to program the firmware to know what to do when it receives a T1 command:
https://www.youtube.com/watch?v=TY_6vGJG5wI
Next from Support:
If your machine does not have an ATC, the option “Has Automatic Tool Changer” needs to be turned off!
“Output Tool Change” will also add the pause command (defaults to ! in GRBL) for a manual tool change. (This Happens in the Device Setting →Custom Gcode screen.)
Note, that you will need to zero the Z-Axis again if you change tools to accomodate for the new height.
I’m not sure, how you would need to do that, and if you simply press “Resume” after the manual change.
My response:
I have turned off ATC. In the Tool Library, do I have to give each tool a unique Tool Number to enable the pause to change the tool?
From Support:
If your machine does not have an ATC, the option “Has Automatic Tool Changer” needs to be turned off!
“Output Tool Change” will also add the pause command (defaults to ! in GRBL) for a manual tool change.
Note, that you will need to zero the Z-Axis again if you change tools to accommodate for the new height.
I’m not sure, how you would need to do that, and if you simply press “Resume” after the manual change.
It won’t hurt to give them a different number each, but I don’t think that’s needed if you are doing a manual change.
End of Interactions so far with Support on this issue.