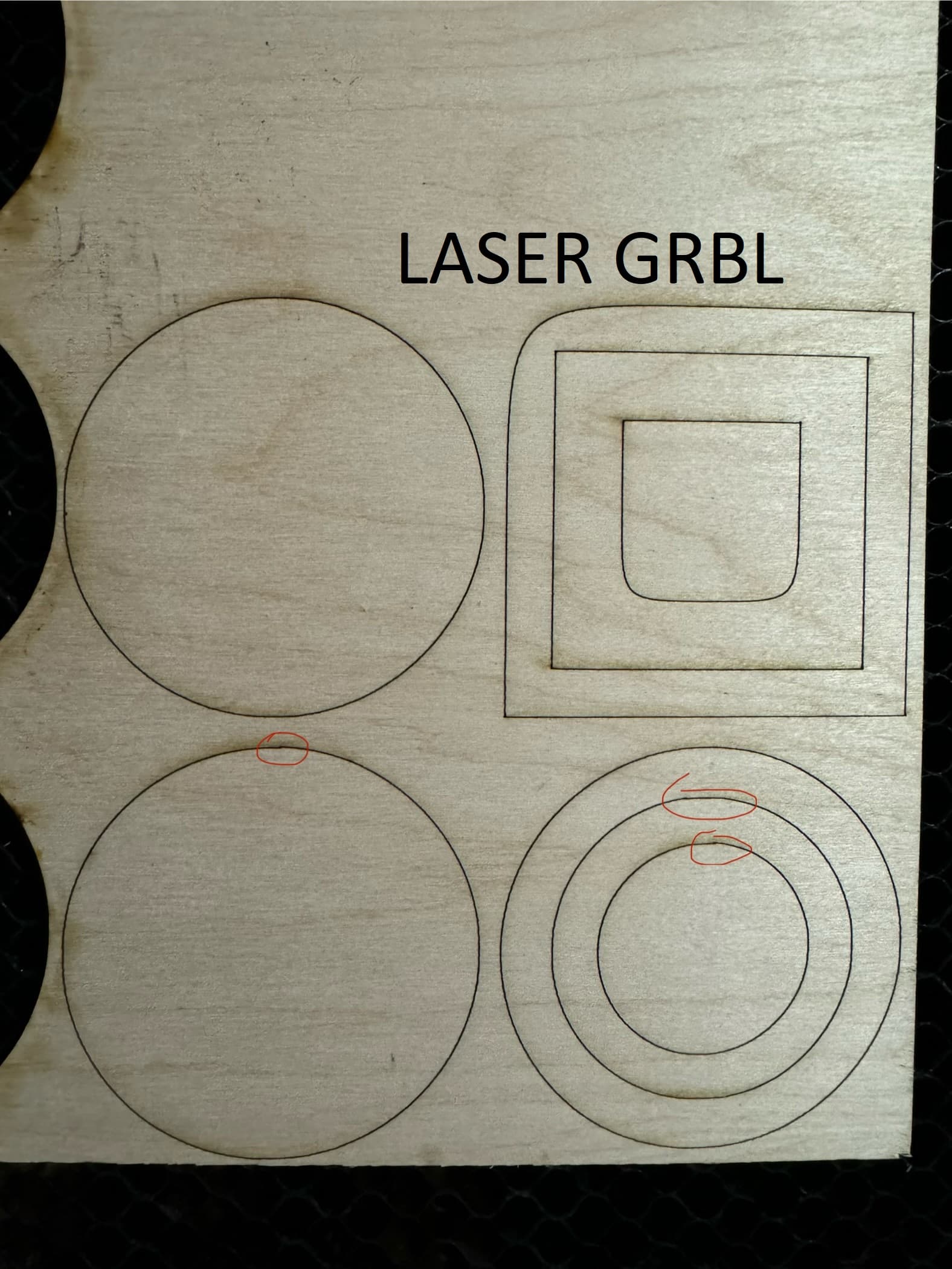
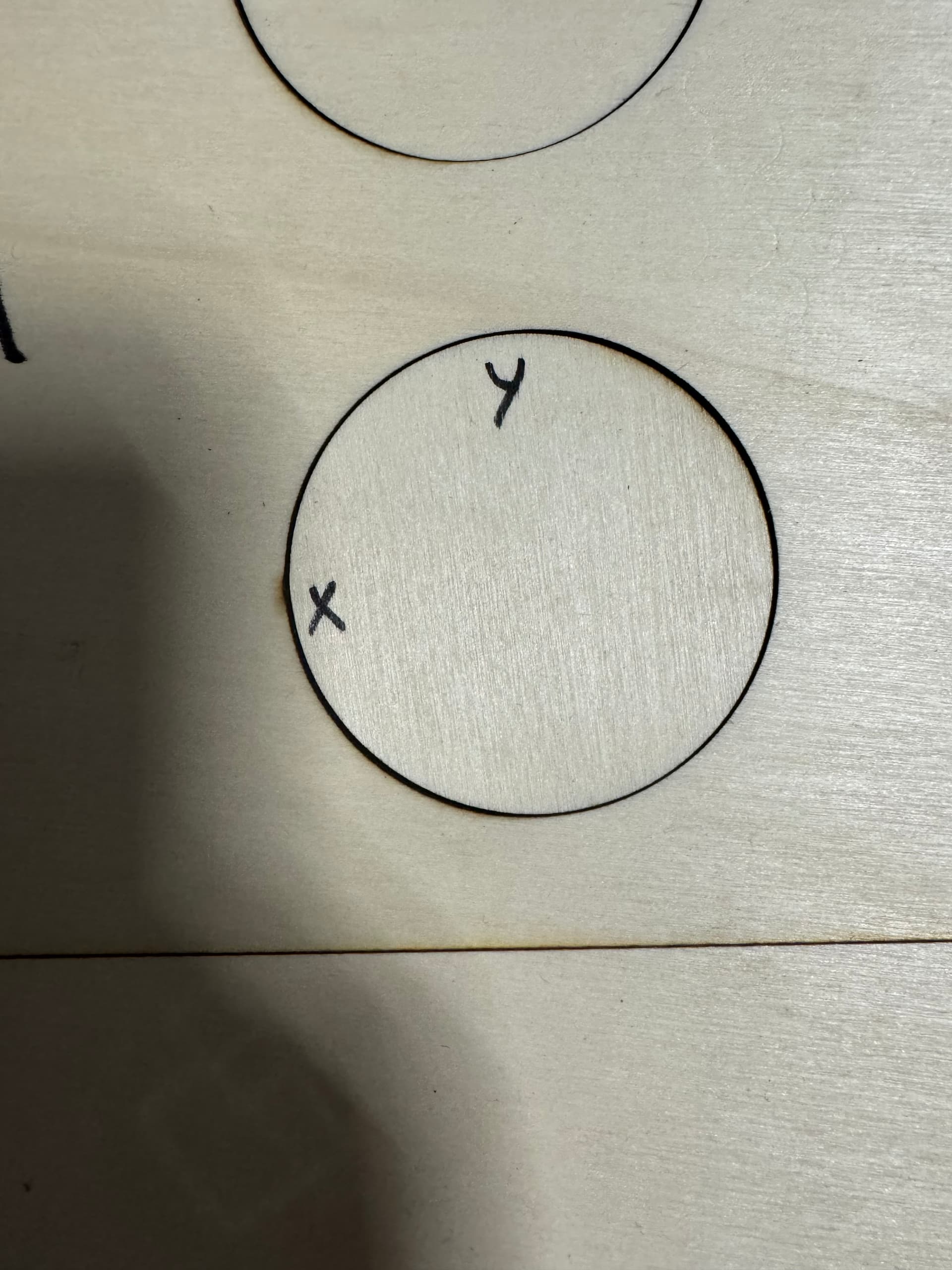
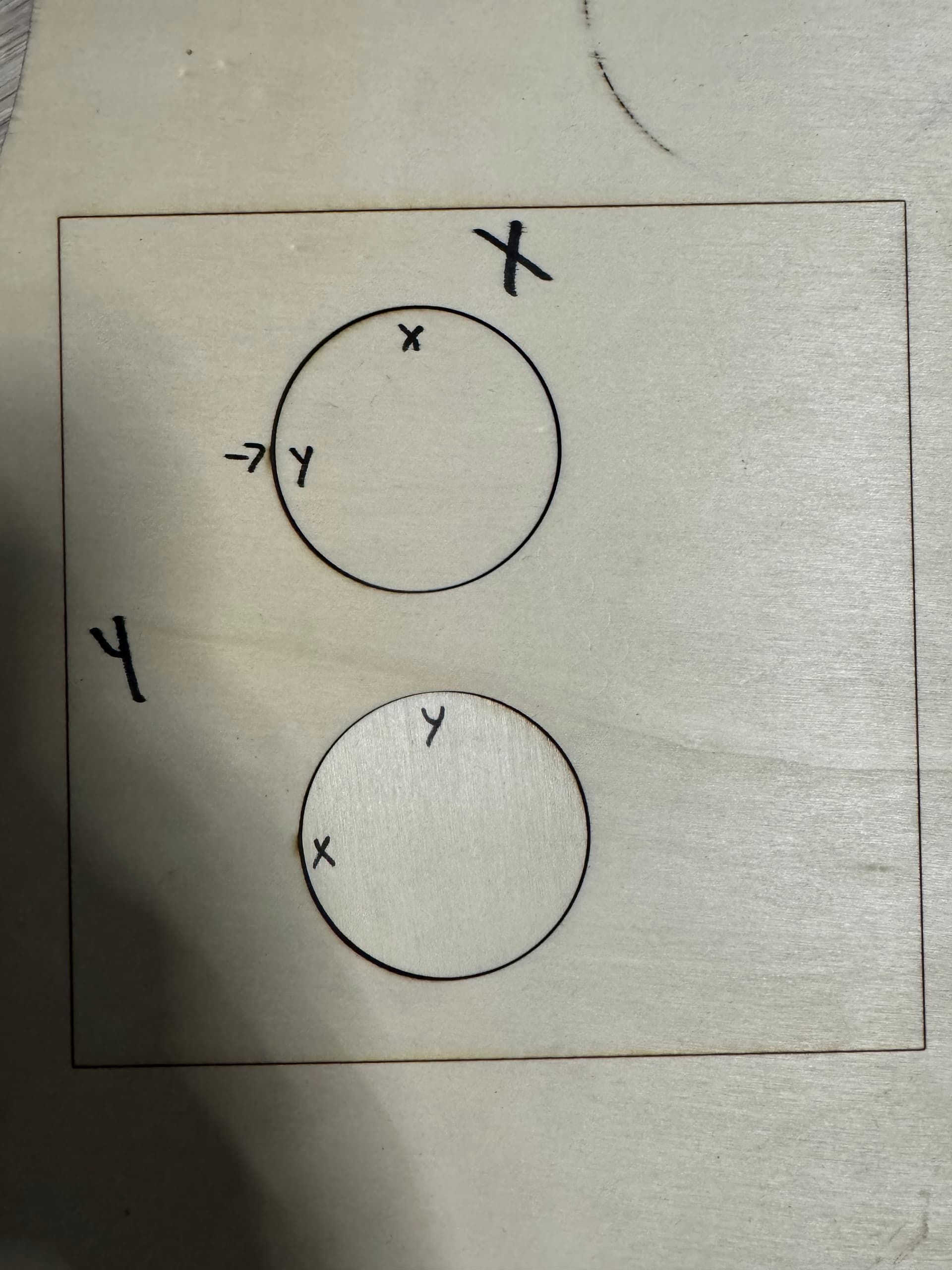
I hope someone will be able to help me solve the problem that I have been dealing with for about a month now. The issue started suddenly, after finishing a project using a GRBL laser. About 5 minutes after the job was done, I restarted the machine, but noticed that the circles were not cut evenly – the start and end of the circle didn’t align, causing a “tooth” to form instead of a smooth circle. After placing the piece back into the hole and rotating it 180 degrees, it no longer fit. Now, the “tooth” seems a little smaller, but the circle is still not a perfect circle. On one axis, it is distorted by about 1 mm.
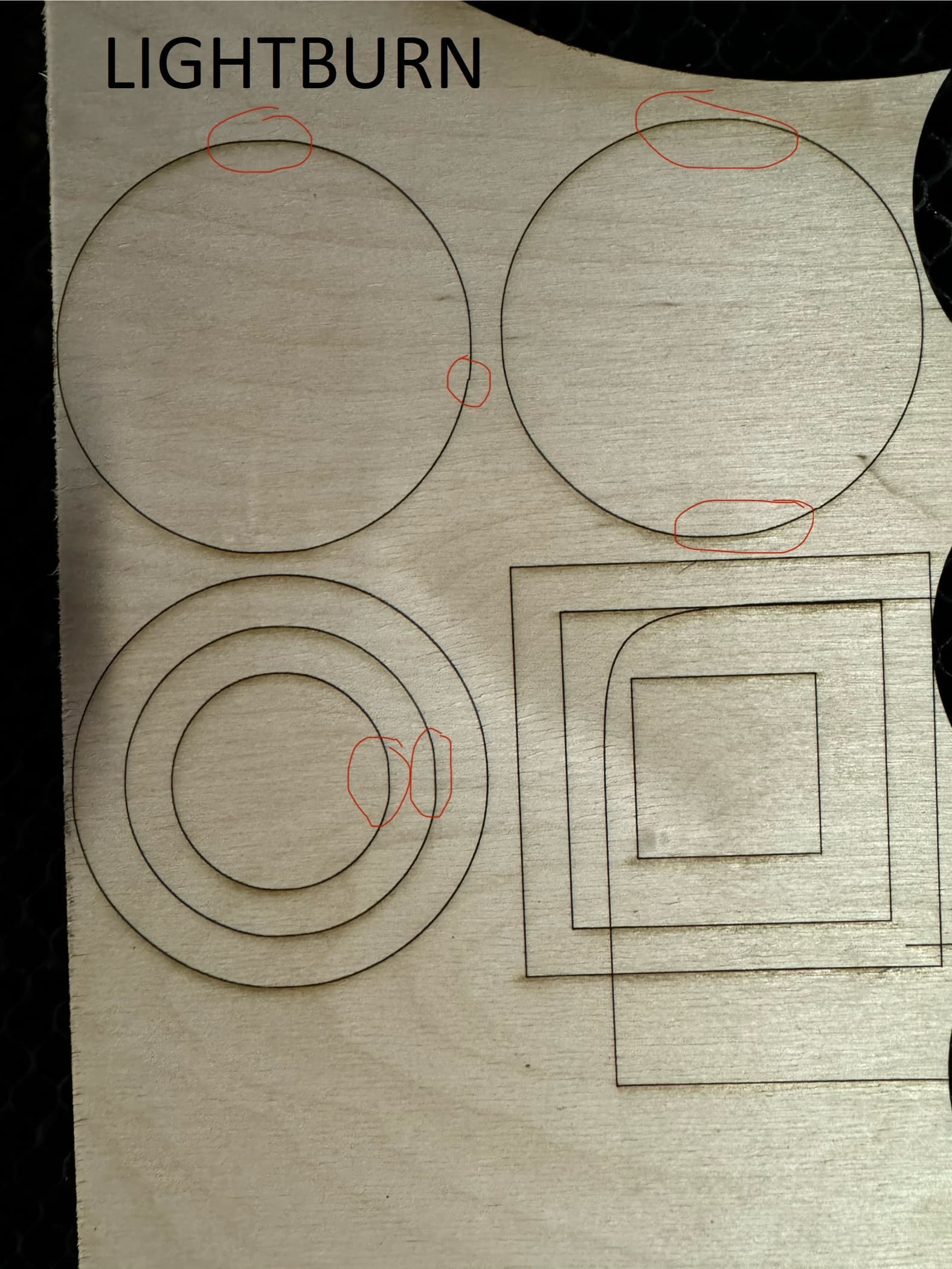
I then switched to LightBurn (trial version) to check if the issue persists there as well. Unfortunately, after looking through many threads and similar topics, I found that the problem still occurs.
I’ve already taken several steps to try and fix the issue, including:
Disassembling and reassembling the machine several times.
Replacing the lens.
Changing the gears from MXL to GT2, as NEJE’s support team acknowledged that the gears were defective.
Replacing the belts with new ones.
Tensioning the belts.
Performing X and Y axis calibration, since I noticed deviations when cutting a 10x10 cm square.
I also tried the “Hide Backlash” option, but the problem persists.
Despite these efforts, the issue remains unresolved. Has anyone encountered a similar situation or have any suggestions on how to solve this problem?
Thank you in advance for any help or advice.
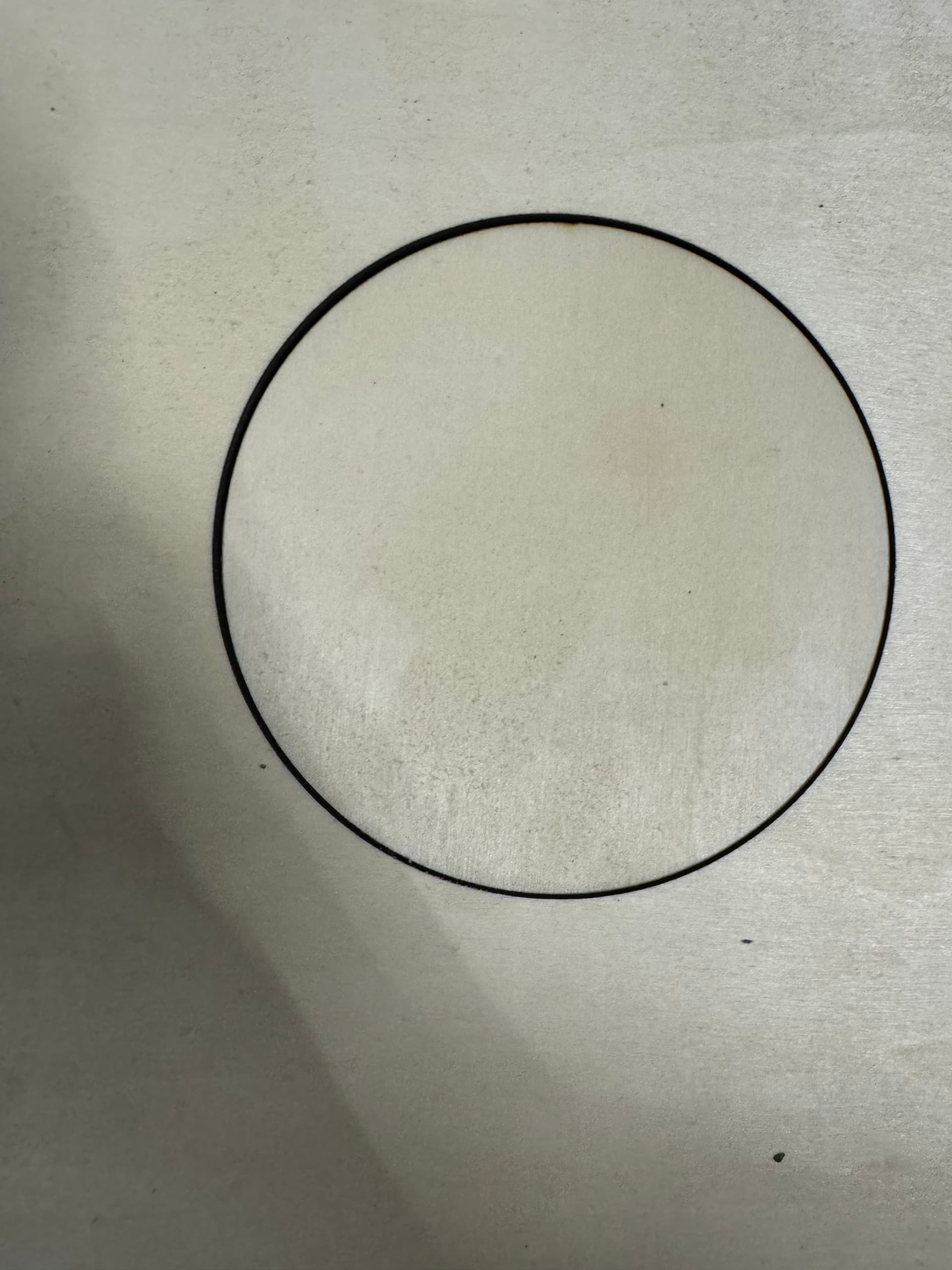
the first 2 photos are from the beginning of the month, the next 2 are after subtracting the steps I mentioned in the subsections
Hello, I think it’s a bit of hardware wear in the Y axis. The +Y and -Y motion have a shift value. I didn’t find on Lightburn a way to compensate for this offset. Check the gears (teeth) and their axes that can create this offset. The belt can also cause this effect but it has been replaced. The frame of the machine must be perfectly tight without play. The stepper motor axis may also be the source of the problem but this is also the most rewarding element.
I replaced the gears with new ones to fit the GT2 belt, they are properly tightened – I checked this several times, nothing is loose. The frame is also well tightened (I even tried attaching it to the table because I initially thought the frame might be moving on the table due to the motion). Additionally, I tried swapping the right stepper motor to the left side and the left one to the right, thinking one of them might be defective, but unfortunately, this didn’t help.
This is almost certainly going to be a mechanical issue, or at least something on the hardware side. As your tests have demonstrated this is not an issue with software, as-in the instructions to the controller are likely correct.
To me this looks like a backlash issue on the Y-axis. It also looks like the amount of backlash is variable so may be impacted by acceleration. Review all couplings on the machine with particular focus on the Y-axis. Check that the pinion gears are properly secured to the stepper shafts. If you have a coupling on the Y-axis shaft make sure it’s properly secured and not able to slip.
It’s possible this could also be due to the machine being under too much tension. With the machine off, are you able to freely and effortlessly move the laser head around the entire area of the bed? If there is resistance that could be to over tensioning of belts or alignment wheels. Identify the source and relieve it.
Est-ce que les cercles sont générés (vectorisés) par le logiciel lightburn?
Il est possible de vérifier si la fin de code est correct en céant un cercle avec Lightburn et enregistrant l’image du cercle au format GCODE puis de le lire avec BLOC-NOTE.
Le point initial G0 doit correspondre au point final sans décalage.
exemple.
Yesterday I spent the whole day adjusting the belts and rollers but I could not solve the problem.
I cut out two of the same wheel one at the top I fixed in the same position as it was cut out and at the bottom I turned 180 degrees.
Hello, I have reproduced your GCODE on my machine and the result is disastrous. I guess our machines are different. But I find that the LightBurn program generates in my case about 63 points while in your case there are 8 points. This could be explained if your machine works with vectors and “bezier” curves while mine works with successive X,Y points, in my case the number of points defines the quality (regularity) of the circle.
However, it could still be a poor definition of the quality (precision) of the points in the curve. Either from the drawing program or the LightBurn program that defines under parameter import/export tolerance of the curve in my case 0.05mm. Quel est votre réglage ?
There is also a data to export the arcs when exporting the DXF file.
Attention this seems to have been modified compared to the reference manual which gave a “Curve tolerance”.
My laser engraving machine is a TWOTREES.
I see other anomalies in the code there are periods and commas for decimal values. It should be just dots.
I tried your code on my machine and an online simulator but nothing works. Where did you get your vector drawing?
After a few tests on excel your circle seems correct to the extension x and y close.
The anomalies were due to the machine translator.
However, your code does not work on my machine, probably out of the field.
I drew the circle using the LightBurn software. I also have a very old Ortur laser, and it draws circles correctly in this program. I’m out of ideas why it’s drawing circles like this now. Over the past few days, I’ve run many tests, including adjusting the belt tension, but the issue persists. Even if I rotate the circle by 180 degrees, the same 1 mm gap remains. It makes no difference whether the belt is tightened a lot or just slightly.
I’ll reiterate. The root cause of this is not going to be a software or design issue. It’s almost certainly mechanical. Go back to basics. Review every mechanical linkage on the laser, again, with particular attention to the Y-axis. Undo, review, and retighten every fastener. Make sure that the grub screws for pinion gears are secured against the flat of the stepper motor shaft. Make sure that you can’t physically feel backlash in both directions of rotation after resecuring. Do this methodically.
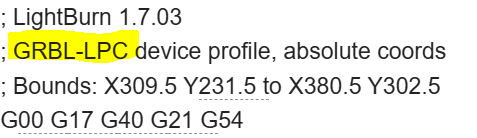
While not the root cause of this issue, GRBL-LPC is not ideal. As you have experienced, the laser will cut with that setting but you are potentially missing out on features. The correct device type for both of these lasers should be “GRBL”. This can be changed by Editing the device after pushing the Devices button in Laser window.
Hi, here’s a final idea. If this printer was a paper printer, there would be a software initialization that would solve the problems of alignment in X and Y. This type of program must also exist to correct “offset” x and y for a laser printer and probably specific to your brand.
My first bet would be the same as most folks in this thread. But, I assume OP is true and all mechanical issues are excluded.
There are number of other aspects of electrical hardware and software that may produce such artifacts. Starting from the end as OP requested some ideas to try, I have a few:
try to slow down the motion, speed and acceleration, with proportional power reduction of course.
play with laser PWM frequency and power limits in GRBL settings.
Use post processor to post your work to G-code exclusively as linear segments, avoid using curves and circles.
Now the explanations:
there are number of latencies in the machine and GRBL specifically and many GRBL speaking controllers do not compensate for latencies in servo and laser control. Slowing down will reduce the effect but never completely eliminate it, but it is possible to slow down to the point where artifact is minimal and acceptable. It appeared to me that your Max4 probably has very generic GRBL board that probably not very advanced.
Late burn ad higher power may create artifacts like yours. PWM frequency for laser power control on many lasers will also affect linearity. GRBL has settings to map min and max power as specific PWM range, but not the bend of the power curve. IMHO these x3 settings must be optimized in accord.
Original GRBL code for ATMEL does not interpret curves and circles very well. It become software package responsibility to post to compatible version of G-code, most often by interpreting all motions only as linear segments. Usually done by the main software, but stand-alone post-processors also exist. Additional artifacts can derive from servo’s specific behaviors, for example dead band of PID based motion control. This is basically the range of coordinates considered close enough where servo think that no position correction needed. This is usually motion controller specific. Thought basic GRBL with step+direction control does not have it, but chips like 2208 and 2209 still doing it on their own when Silent Step is enabled. I can imagine that solution can be to use lower gear ratio, for example smaller driving pulleys.
Hope that one of my guesses is correct about the problem you have.
I experimented with acceleration, power and speed at the very beginning, as the problem appeared, but it did not significantly affect the appearance of the wheels. maybe my eye does not see something in the construction of the laser that makes the problem occurs. for the moment, the seller declared to send some parts (I do not know exactly what will be in the package) for the laser, so for now I am waiting.
I would also like to add that the first time deformed wheels with a “tooth” appeared when I changed the frame of the laser to a larger one. but when I returned later to the standard frame the problem disappeared until…
still today I replaced the rollers with new ones because I saw a video somewhere that maybe they have worn out and are making mechanical clearance. But that didn’t help either.