I have some 12mm clear cast acrylic that was given to me. It’s frosted on both sides. I was experimenting with cut settings on my 100W C02 and have a strange issue, at least it seems strange to me. The top 3mm or so of the cut is very rough / frosted and everything below is nice and clear. I have experimented with different focal heights, both closer and further way as well as different speed/power settings and do not notice any difference in the results. Looking for guidance.
I have not noticed this issue with 3 or 6 mm material.
Tim..
I cut 15mm Clear acrylic, setting Speed 3mm/s power 70%
130W monport machine
UPDATE: Nozzle distance to the material is 10mm…
The shorter distance seems to help the flame ups with the focused minimul airflow.
But I use a 3" lens it seems to work well on most of my cutting…
I tried a 4" lens but it it reduced the cutting powerand the 3" seemed to work
well with small kerf so I use it now…
But I do keep the air on low about 5-10psi to help keep the flame ups down.
I also raise the material off the homecomb for airflow.
Lastly i put some shelf liners on the unsused sidesof the cutting to help
focus the air-pull down and also assist in reducing the flame-ups.
Since it is cutting at the lower speeds it has more time to ignite the acrylic vapors…
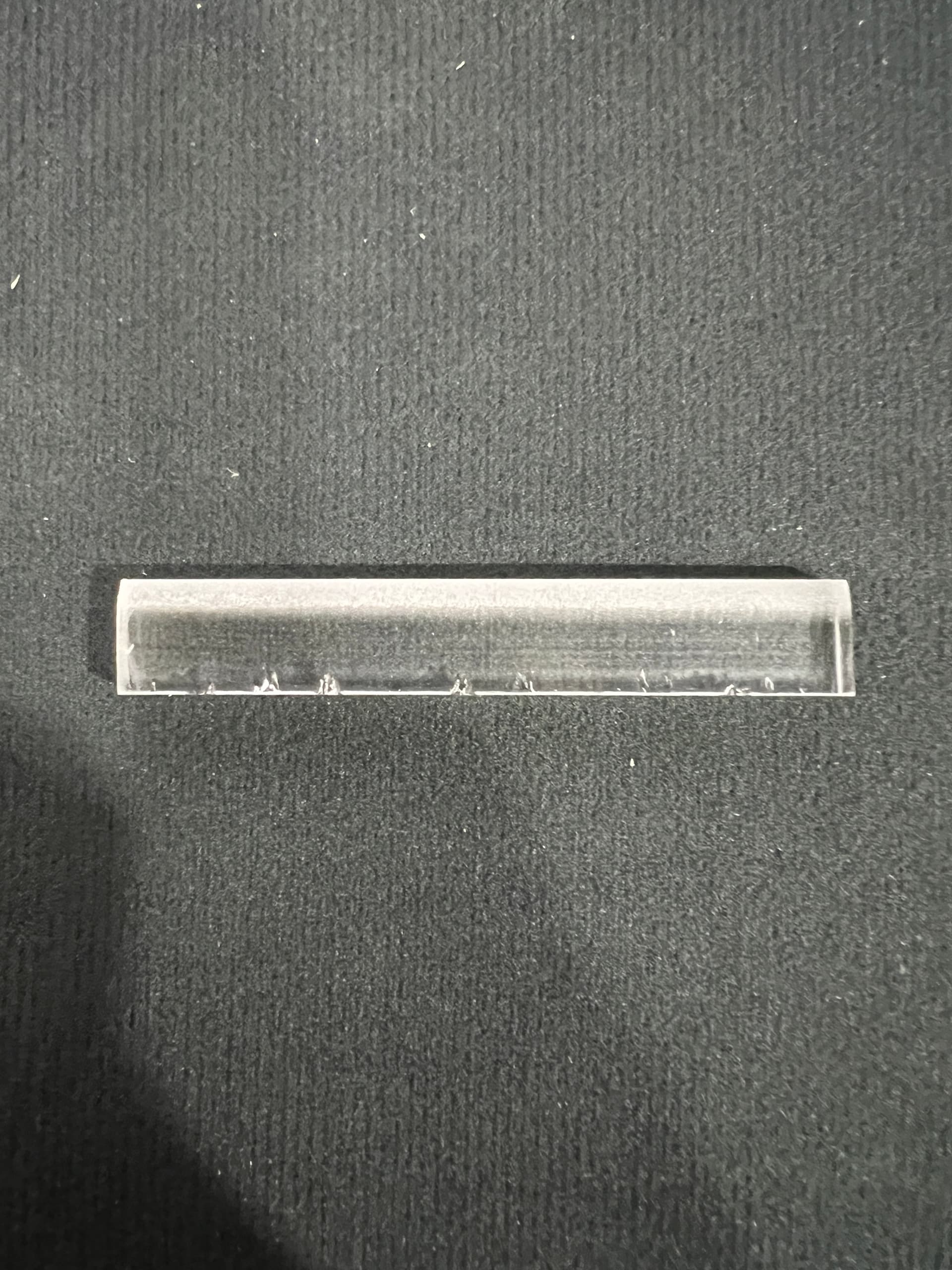
I had some time for testing today. I ended up turning off air assist and reduced the bypass air so that it just barely came out of the nozzle. I ended up at 4 mm/s @ 70% power with 2 passes. That solved the frosted edge problem.
I did have a couple small fires though, which I don’t like. They went out as soon as I stopped the laser so no damage done. Definitely not something to walk away from.