Both of their minimum output is 0A - a stepper with a minimum >0A wouldn’t be much use as it would be energised constantly.
I think the problem was in stepper driver current settings.
The problem with too much current is that the driver can drive the stepper in excess of it’s ability to get rid of heat, and it will burn out.
The problem with too little current is that the driver can burn out before it exceeds the capability of the stepper, again due to being unable to get rid of excess heat, and in missed steps due to mechanical inertia (the gantry has mass and takes time to stop or change direction - if the driver isn’t powerful enough to arrest the movement and change direction before the next pulse is issued, you end up with missed steps.).
I suspect the more likely cause is machine resonance due to incorrect microstepping.
People misunderstand microstepping, thinking it makes their machine more accurate - and in some respects it does: Your stepper is designed for 200step/rotation- 1.8deg/step. Your machine is geared to move 25mm/rotation, or 0.125mm/step at 200steps/rotation, therefore the smallest movement you can make without microstepping is 0.125mm.
If you change your microstepping to 4 micro steps, your smallest movement possible is 0.125mm/4 or 0.03125mm, at 8 microsteps, your smallest movement is 0.125mm/8 or 0.015625mm - both are more than accurate enough for anything other than the most demanding cutting job when your cutting ‘head’ is ~0.01mm wide.
The tendency is to set your machine to the highest microstepping your driver can achieve, but that can introduce artefacts due to ‘chopper’ drivers having non-true-sinusoidal torque curve - your resolution increases but accuracy actually suffers. All chopper drivers have high-order harmonics that distort the curve and affect accuracy. They also all suffer from electromagnetic backlash (moving forward or backwards to the nearest ‘true’ stepping point of 1.8deg). 3-pole and servomotors suffer this less, if at all.
the best microstepping is the one that gives you the closest resolution to the level of accuracy you need.
If you went to 16 or 32 or 64 microsteps, that can cause harmonic stutter as the stepper ‘hunts’ to find the closest natural step to rest at.
That’s what your picture looks like. Harmonic ‘stutter’ due to too high a microstepping setting.
When considering a new machine design, we look at the maximum travel, and maximum desired speed. You pick a stepper motor with the capability to deliver that and pick a driver to suit. When deciding on accuracy, you pick the resolution that you require within the gearing of the CNC parts you have decided on. You do that by issuing, say, 200 steps (a full rotation), measuring the distance that you move, dividing that by 200 and then deciding on the microstepping you will need to achieve the resolution your machine needs for the accuracy you want to achieve.
Choosing the pinions you use will determine the final gearing - just like changing gears in a car determines how much progression you make per RPM. It’s a fine balance of gearing, steps angle, and microstepping.
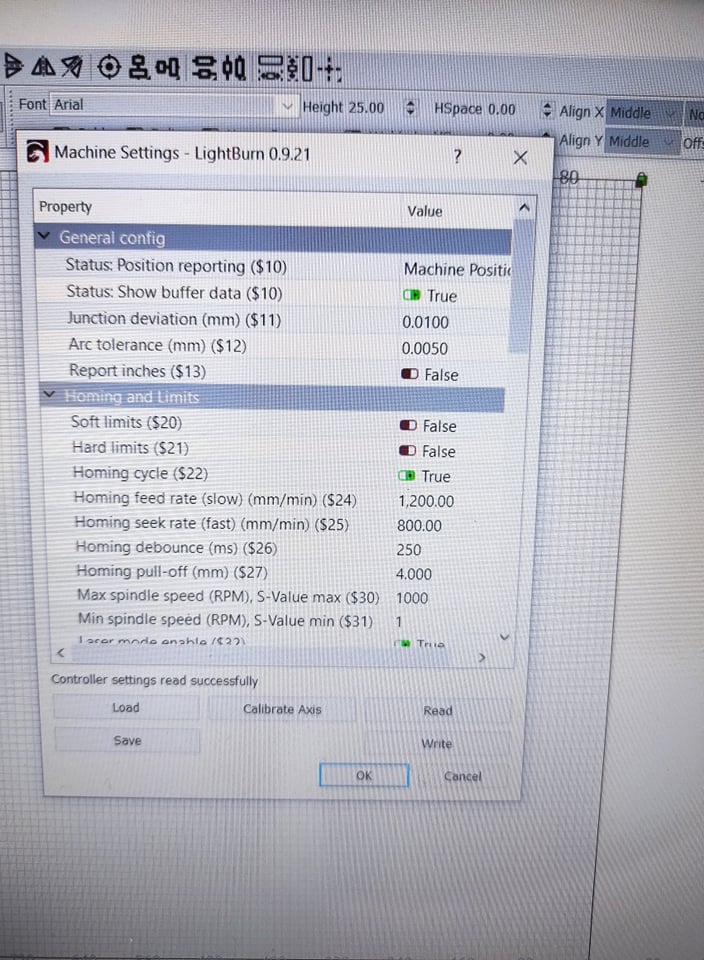
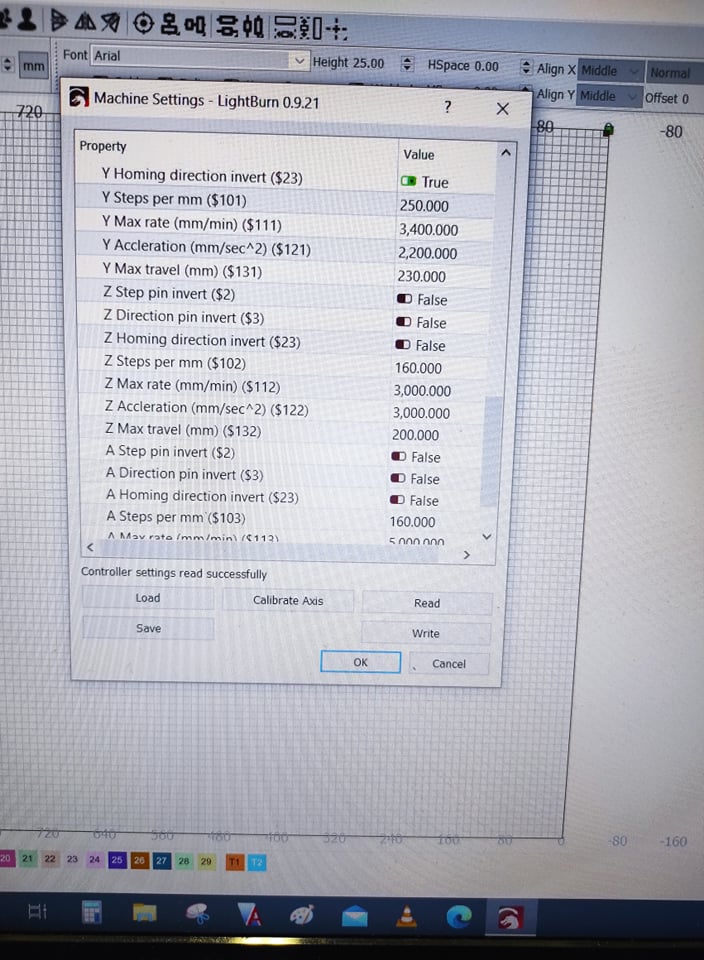
Your settings were 250 steps/mm - 0.004mm/step. Do you need 4000th of a mm resolution?