Hi all - I’m new to CO2 lasers but have used a diode laser for a while so have some experience to draw upon.
I’ve bought a 2nd hand laser 80W Red Black which I saw cutting before buying.
I was told it was 3 years old and had occasional use by a hobbyist.
At home I have cleaned the mirrors and realigned them. Mirrors may not be perfect as they seem to have marks on them which look like stains in the area where the laser hits them.
Air works. Water works.
When test fire the laser produces a good (IMO) small dot on the piece.
Here’s the problem
Cutting 3mm ply very slow and using more power than I think i need to use and 2 passes
is there any advice out there regarding what sort of troubleshooting I can do to unravel where the issue is?
Hoping you can help me get into this fascinating hobby / business.
I cut 3mm at 20mm/s@75% on my 50 watt, single pass. You should not have a problem.
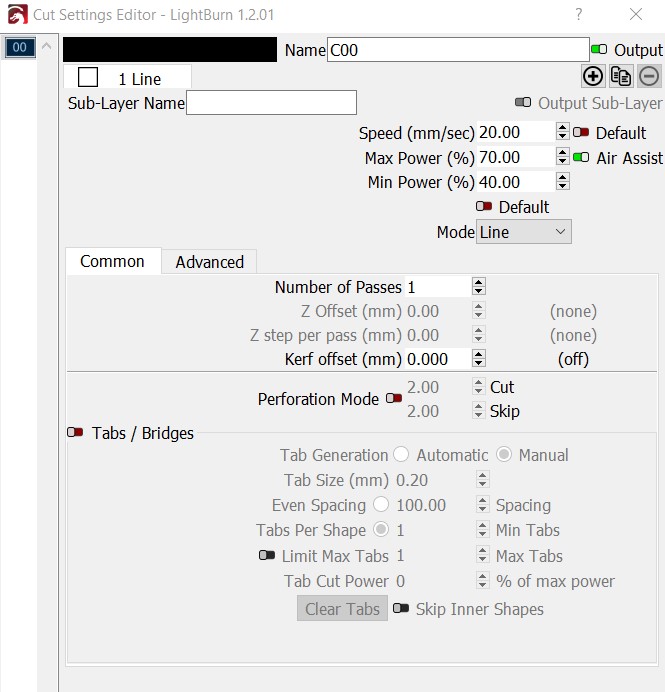
In the Ruida, there is a ‘start speed’ at or below, you will only get ‘minimum power’? 5mm/s is usually below the set start speed… mine was 20mm/s, I lowered it to 5. Even that would give you minimum power…
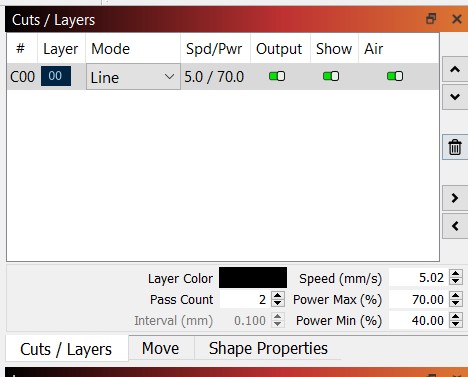
What is the minimum power of your layer set?
tube working correctly
optics to the lens, aligned and clean
proper focus
If these condition are met, it would be working, which of these are you missing?
There’s probably no doubt that this is not right. Unfortunately I can’t tell what you mean by ‘stains’… if you can see an aberration on the mirror, you should change it out. The best option is a wattmeter, you can evaluate how much loss is occurring.
Thanks Jack - I’ve found start speed. Its actually set via Lightburn Edit menu rather than the options on the Controller itself so it took a bit of finding. I’ve set min speed to 5mm/s.
I’ve also checked the alignment for mirror 3 (to lens) and this is fine using change in z axis to measure. Laser dot appears in same place every time.
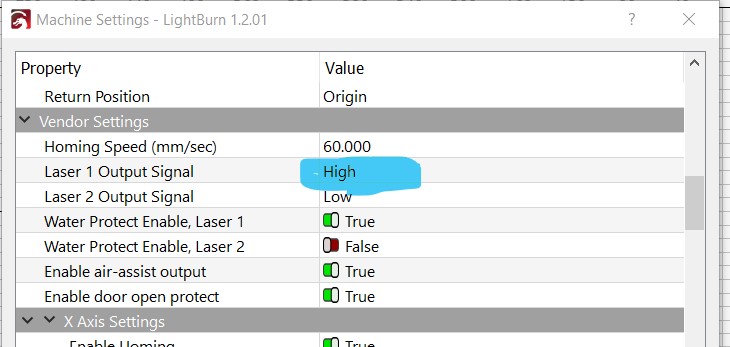
I did find in the vendor settings Laser Output signal see below. I’ve changed it from low to high. Is this right do you think? Update - high setting and laser does not fire so I’ve put it back to low
This control is for the Laser Enable (L-On1 for laser 1) and inverts it, the Ruida logic will make the L-On go high for active. I’m going to refer to it as L-On as most don’t have multiple tubes and they work the same.
L-On is wired to the L input (active low) of the lps and enables the laser at the proper time. When L-On goes low, that tells the lps to lase. You have inverted it, so I think you’ll have a mess on your hands if you run it. Need to set it back to low. Pwm does not control when it lases, L-On has that function.
I hope you have made a backup of the Ruida from the Machine setting gui.
Supposedly you can access all of this from the console, but I’ve never been able to get past the password, mine isn’t RD8888…
I use Lightburn to do this via the machine settings. Don’t mess with these unless you have some clue as to what they do… of course if you run it like this, you will have a clue…
You didn’t tell us what the layers minimum value was set… That would help…
In the meantime I took on board your comment about mirrors and took them out and cleaned them. They had some layer of gunk on them which I had to work at to remove. I think new mirrors will help but in the meantime it’s now cutting 3mm standard plywood at 70% max 40% min 20mm/s
This is a big improvement but maybe there’s more speed to be found as this is still an 80w laser
Rich
If you are cutting, then I’d suggest you make min equal to max, then you don’t have to worry about the start speed and minimum power.
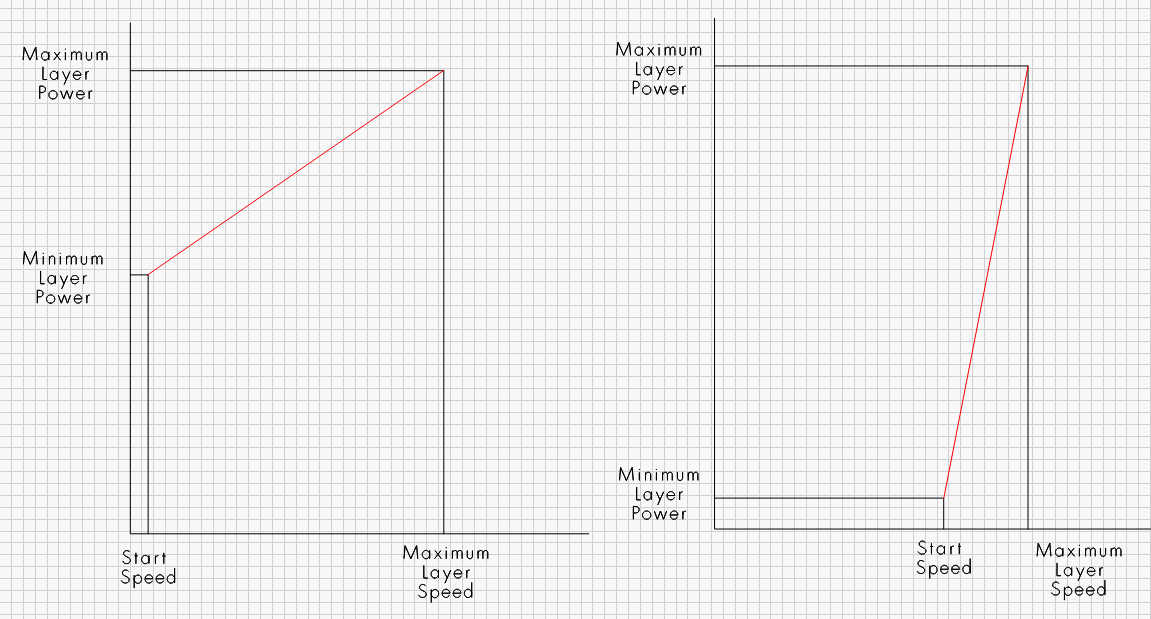
You will eventually notice if you cut a ‘box’ or something where the head changes speeds and min is equal to max on the layer, it might over ‘burn’ the corners. This is where the min power is used to ‘adjust’ for the head speed.
Min/max power only applies to vector cuts, the Ruida will compute the overscan in an image or scanning operation where the head will be at speed for the laser to be enable.
Keep in mind, few if anything in nature is linear, but this is how I think it works… the red line is the speed/power increase…
Be mindful that your laser is ‘pulsed’, that’s what the pwm does to give the illusion you are actually controlling the lasers power.
At 40% pwm your laser is firing 100% power for 40% of the time. Mine lases at 50 watts, I can’t change that… just how long it ‘on’ during a certain ‘period’ of time.
I am 100% confident, you’ll be here advising people … it’s not rocket science at our level even though the details of how it lases could be considered a bit technical…
Thanks Jack - there a a bit to digest and, as I like to experiment, I’m sure I’ll learn what works but perhaps not exactly why … anyway I’m making progress thanks to you