I am having a weird issue.
I am marking, as an example, plastic. My settings are 1000mm/s, 20% power, 100ns pulse, 30khz frequency, 0.03 line spacing.
When the laser is etching a fixed width, it seems to maintain a power density. Then, when it sweeps further up and hits a wider section of image, it slows down and delivers too much power to the surface. Then, when it hits a thin section where it only has to move a little, it speeds up and delivers the correct amount of power.
Another weird test, I included a rectangle fill at the top of the image to induce a negative text fill effect, and that cause the ENTIRE job to slow down, even though it had not filled up to that point yet, even with the same settings.
It almost seems like the dsp controller in this laser is being overwhelmed with data, but.. how? I’m not doing anything crazy, and it’s not even a dithered image, it’s on or off.
I literally just followed the instructions for install from commarker, so I am at a bit of a loss.
What kind of settings should I check for this?
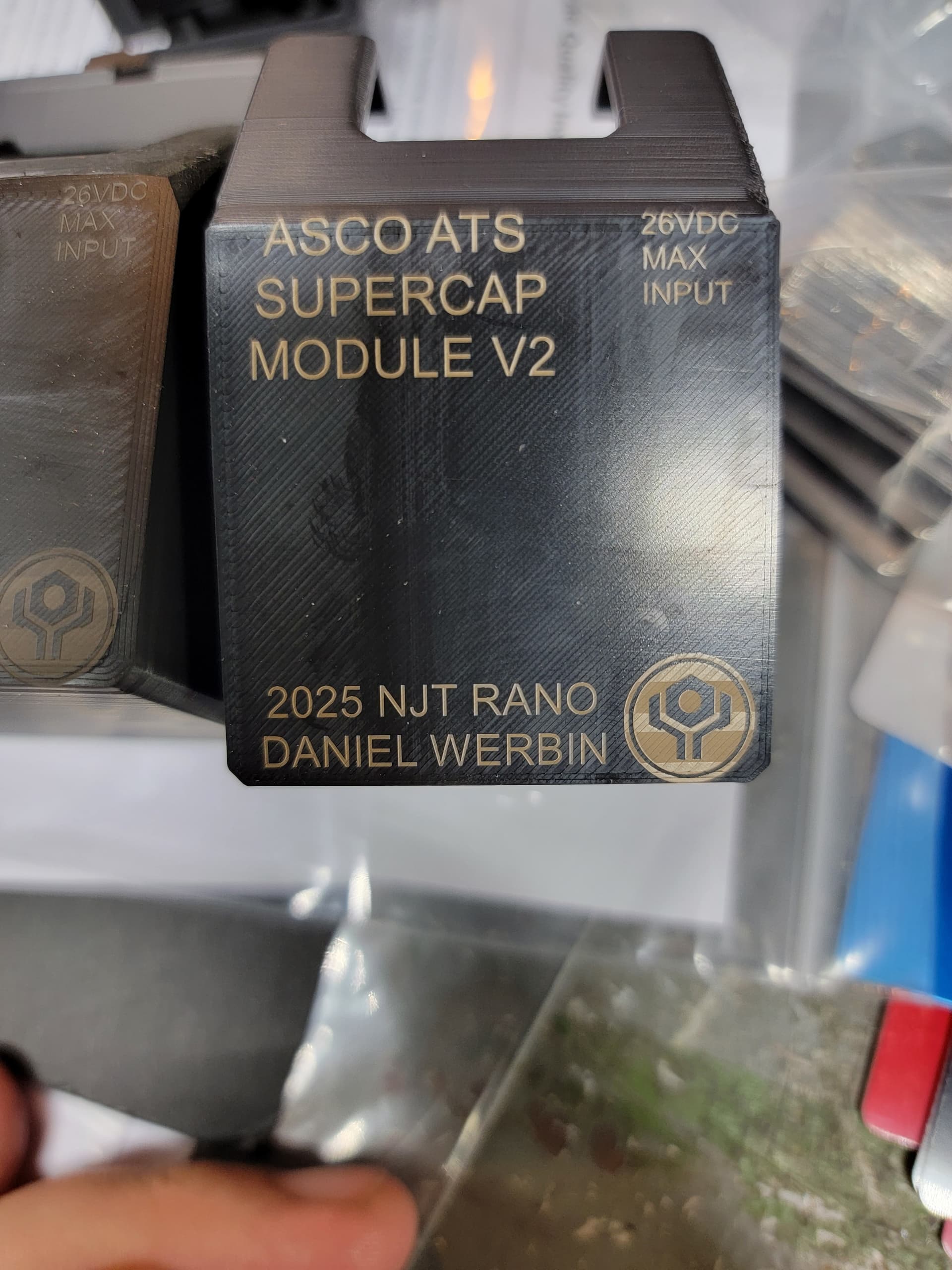
See attached image for an example, on the wrench logo, see how the marking density changes depending on if it has to sweep the text? And the one on the left, it’s very dark because of the rectangle fill on the top left corner (out of frame of the shot) somehow slowed the ENTIRE job down. I have used lightburn’s tracing tool to trace the images involved, so everything is on the same fill layer. There is not a separate image layer.