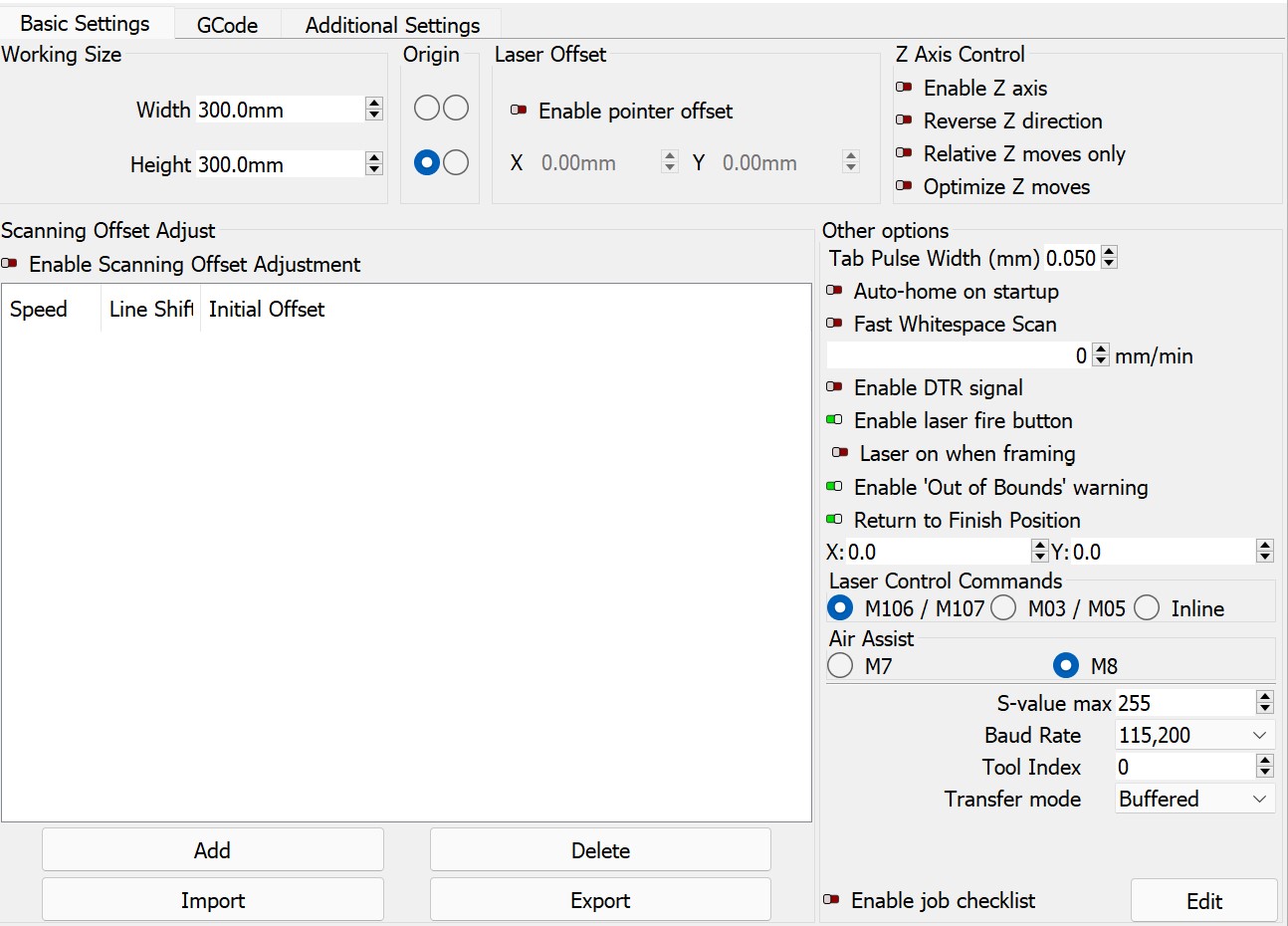
I’ve setup Lightburn to work with a BTT SKR2 using Marlin 2.0. Using M106/107 I can burn any “line” images without issue. However, if I attempt to use the fill option, it begins printing the first few lines, shifts over about 20-30mm, prints a few more lines, and then shifts again. I’m a beginner at this so I am sure I am missing something rather simple. Any help would be greatly appreciated.
Here’s the GCode for a simple test using the line option:
; LightBurn 1.1.03
; Marlin device profile, current position
; Bounds: X-2.16 Y-7.75 to X0 Y0
G21
G91
; Cut @ 800 mm/min, 10% power
M9
M106 S0
G0 X0 Y0 F0
; Layer C00
M106 S25.5
G1 X-2.158 F800
G1 Y-7.755
G1 X2.158
G1 Y7.755
M9
M106 S0
; return to starting pos
G0 X0 Y0 F0
And here’s the beginning few lines for the same test using a fill command:
If you’re getting this much movement then there’s likely something wrong with your controller/firmware configuration. Based on the g-code the entire area of the engraving is less than 3x8 mm:
I didn’t mean a runtime configuration setting although I suppose it’s possible. I meant something more in your compile-time firmware settings but I’m not very familiar with Marlin.
Just based on how the machine is doing things not requested of it makes me think there’s something more fundamental at play.
Maybe try this… try manually entering each line of g-code one at time into Console and see at what point things go sideways. Might give some clue as to what’s being interpreted incorrectly or what else might be going wrong.
Could this be related to the known bandwidth issues with marlin?
If you drop down the dpi does it last longer (or even work)
do you have the option to lower the baud rate (or add flow control)
Do you have the option to enable inline power in Marlin? which reduces the amount of data sent?
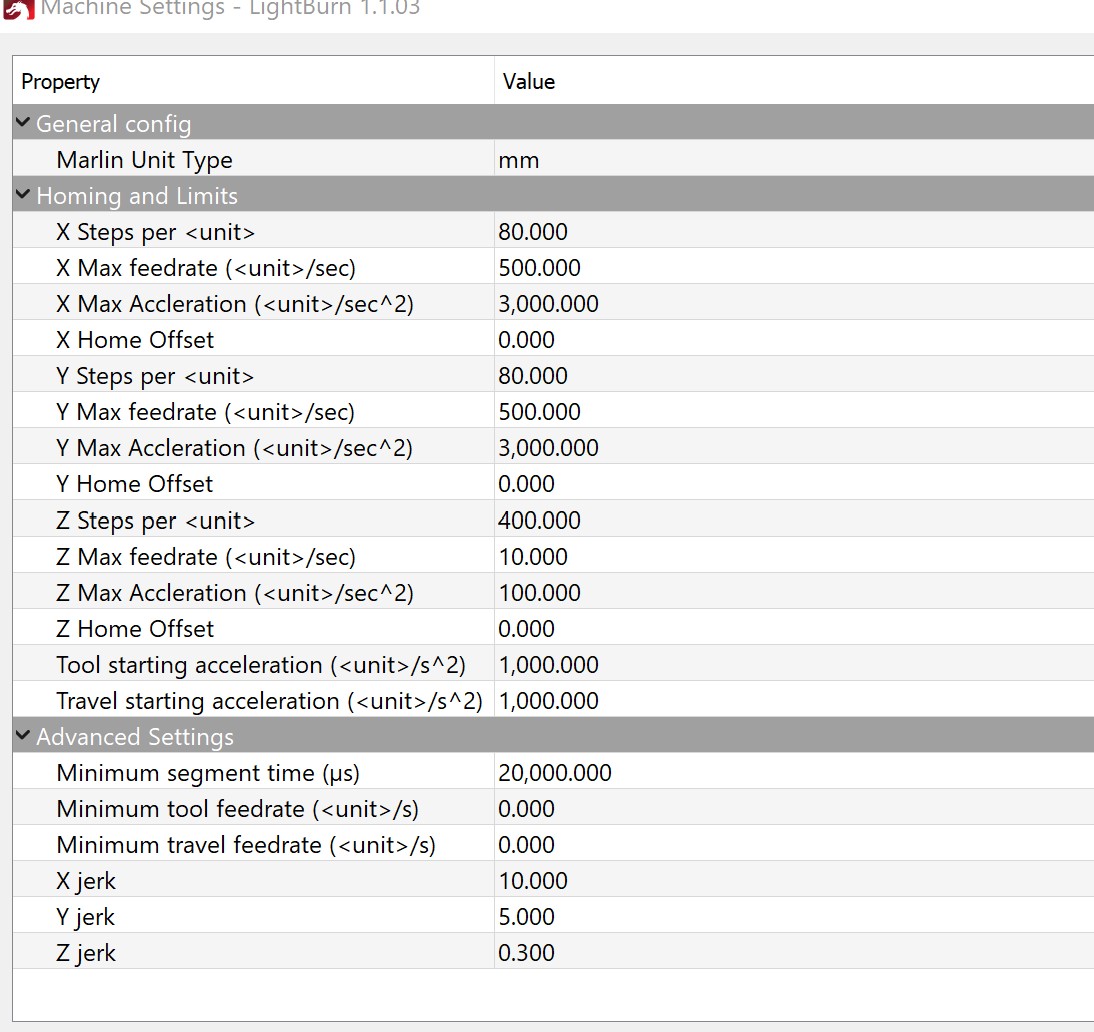
Your acceleration values seem high. It’s possible that you’re exceeding the holding power of the steppers when changing direction. Does it make a horrible buzzing noise when it shifts?
I’ll try that… In looking at the Gcode, it looks as if the relative/absolute values are different in line vs fill. I don’t know enough on the coding to interpret it accurately, but have a friend who does and will have him look it over.
Possibly…? I’ll try lowering the DPI and change the option to Inline vs buffered. For acceleration values, although they are high, it doesn’t present a problem when 3d printing with the same values. Steppers are still relatively quiet at those levels.
They’re both driven with relative coordinates (G91). I would expect the values to be different between line and fill so not sure if I understand what you mean. Fill will necessarily have more intructions as there’s more to do.
You should be able to take each line of the g-code you’ve already generated and attached here to run in Console one line at a time. This will give you clarity as to where your machine is struggling.