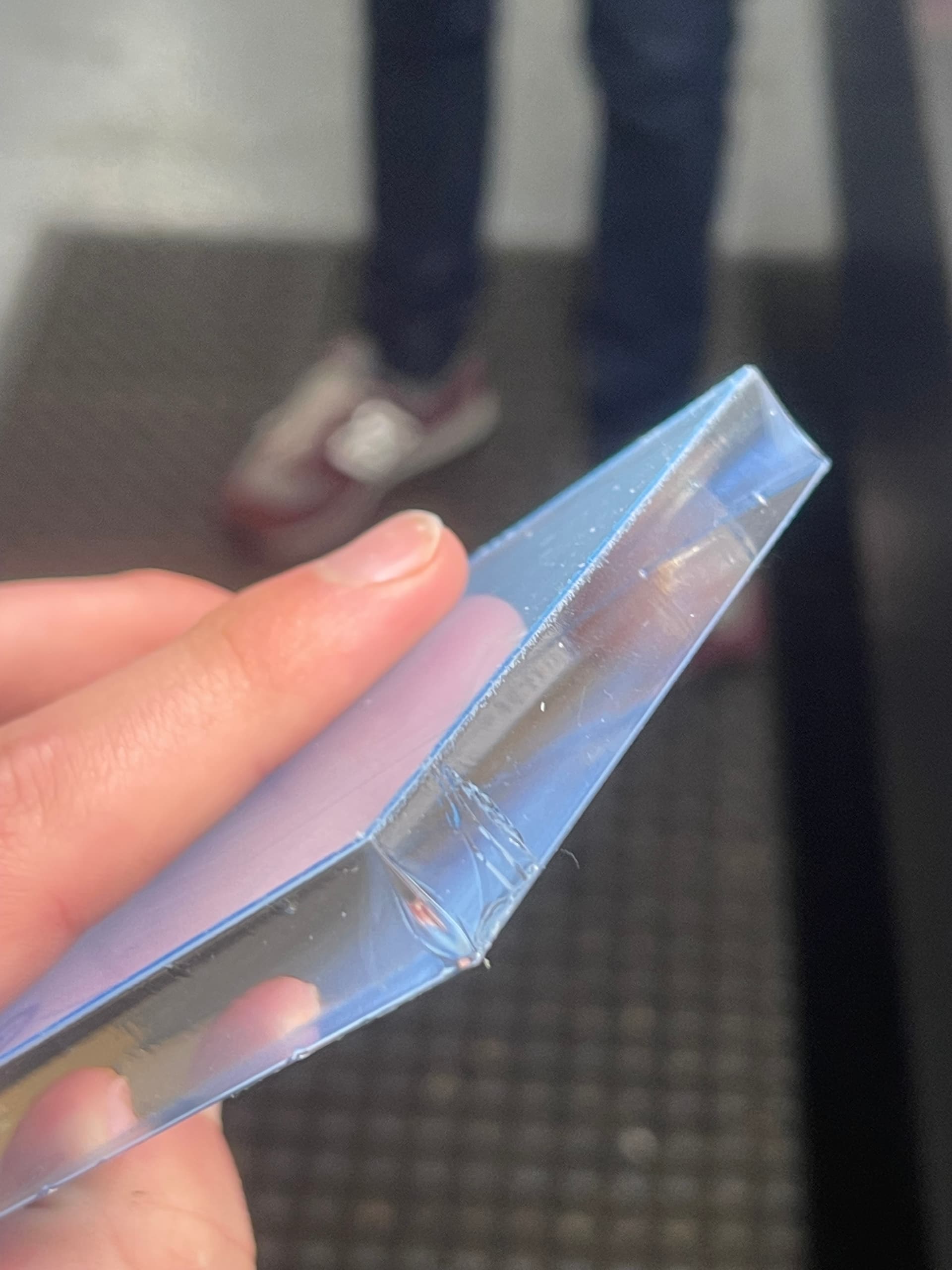
Hi all. Pressing question today. We just can’t seem to escape what seems to be stress fractures on our extruded clear 12mm acrylic. I’ve tried varying speed, power, air assist pressure and nothing seems to change. We aren’t using anything to clean or wipe before the cracks appear either. We’re cutting with a 150w glass tube with a 4" lens. Typical settings we’re cutting at are 5mm/s, 85pwr, 20psi air assist. If anyone could shed any light that would be greatly appreciated.


I don’t work with acrylic in these thicknesses, 6mm is what I can deliver with decent quality and in a reasonable time with my 60Watt, 2" standard lens, (50-55?) OMT machine.
But I have played with up to 15mm (14.75mm) acrylic to learn the limitations/possibilities of my machine and myself.

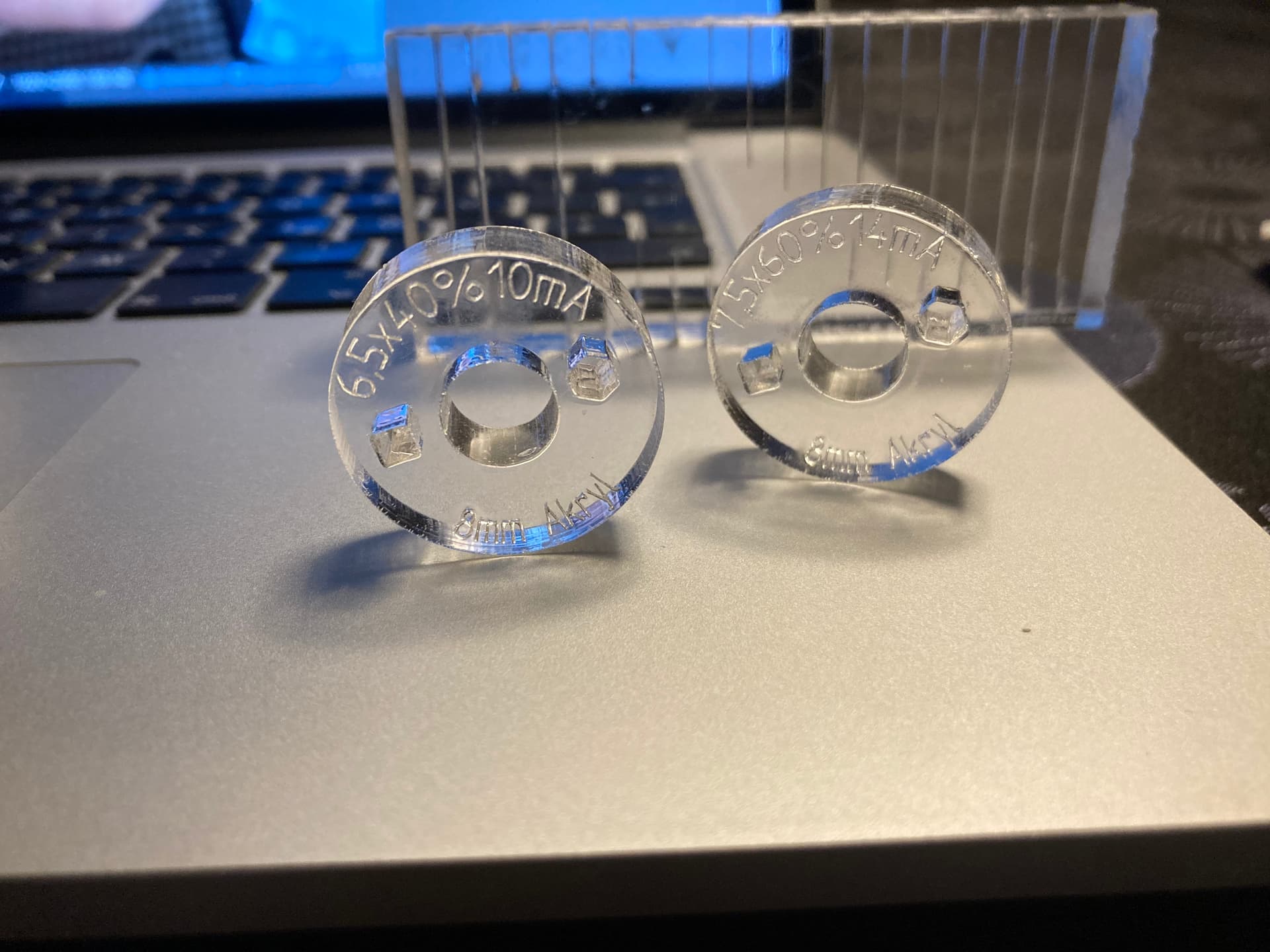
The blocks in the picture are 15mm and most are flame polished. The 2 round test pieces are made of 8mm and are not post-treated. This is where I wonder why you use so much more power to get your result in 10mm material. (I no longer have the values for the 15mm acrylic, but I think I used my max power of 16mA (55-65%) and 5-7mm/s)
You call the marks in your picture tension/stress marks, I have only observed something similar in acrylic that has been in contact with acetone or chlorine, but if it happens it cracks over a larger area, yours looks very local.
Last week I tried to use a lower power setting, closer to your 16mA and it yields almost exactly the same results. I’m starting to think the slats/bars on our bed are flashing back and causing the cracking, only strange thing is that its only recently started happening. My next best guess is how our material is being stored, its in a fairly cold environment and temperature shock is about all else I can think of. We also never seem to get this problem on 3mm but 12mm it is rife.
This does not match my experience. I cut directly on the honeycomb bed, with the reflections that must be there during the process. I do not have marks or the stress cracks you have.
Could it be that you have received some bad material?
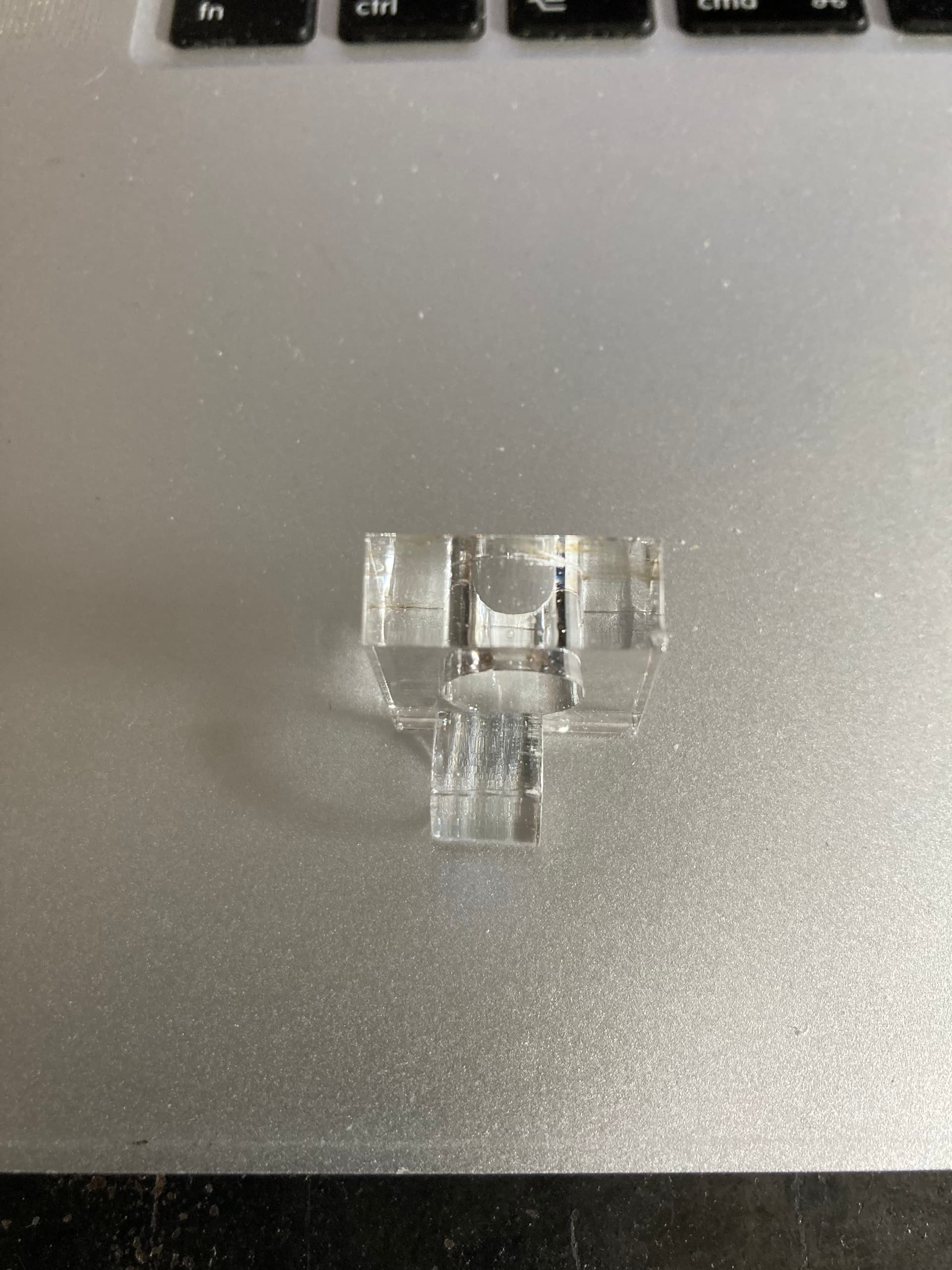
I find that the speed is a critical parameter for how the items fall out of the cut. Too slow - the cut ends up welding together again, too fast - the items sit very tightly and have sharp edges (even though the cut is all the way through)
I could possibly optimize the process further, but as I said I rarely work with acrylic over 6mm.
My parameters for the test today with 8mm acrylic are: 6 mm/s 50% power =13 mA
The last picture is with 15 mm acrylic, I like to use it to find the effect of the tube or lens, I experimented yesterday with my 3" lens but ended up with my standard 2" again.
I can also cut 15mm over but the cut surface is not neat to look at, but 8mm or 6mm is very neat.



I wonder if it has to do with the acrylic manufacture- my daughter in Austin was asking about this but I have not seen the problem in years. We cut .5" acrylic letters often. Gene