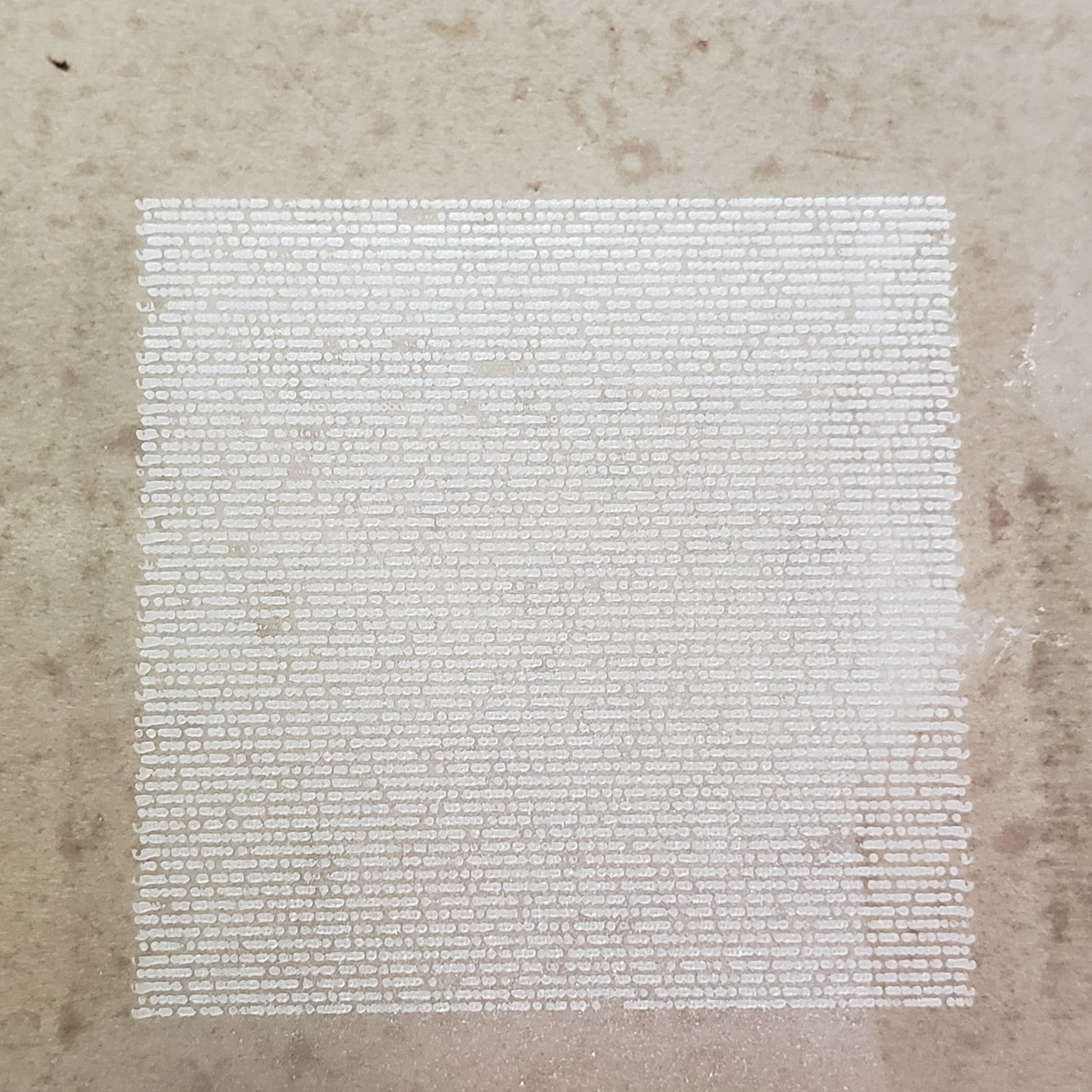
Hello all, i would really appreciate feedback as to whether i need to replace my laser tube, and if so what brand would be good for the money. Also would appreciate any tips to fix this quality issue without replacing the tube. Settings used was 55% max and min with a line spacing of .405. I know the line spacing is too high for normal work this is just simply an acrylic test to see what was going on on a line by line basis. As you can see in the photo i am not getting clean lines. I have a theory that the tube is arching on the inside.

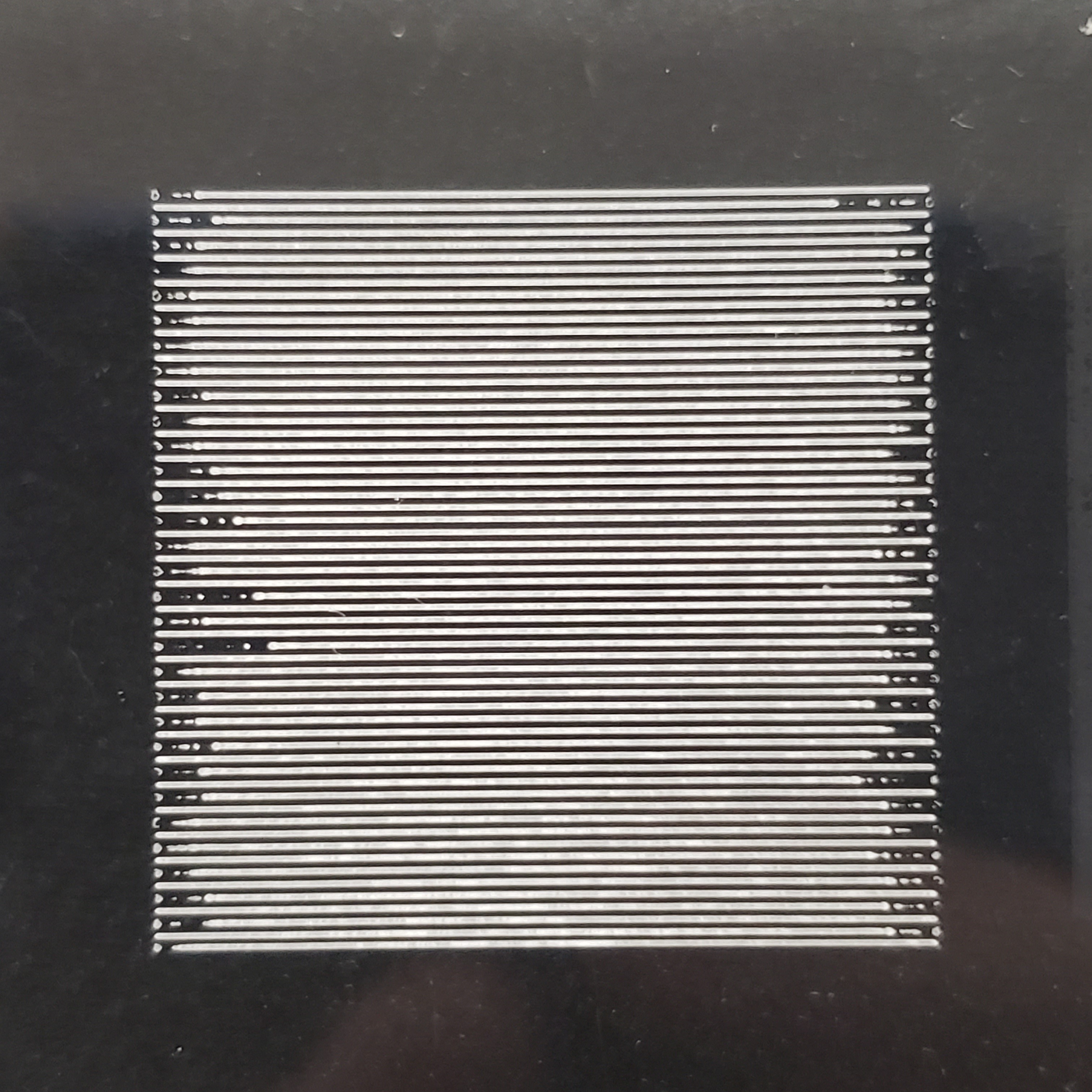
I removed a small bubble i had in the machine, and replaced the water again. This is the outcome. Any suggestions on the start of the line. it looks like it takes a second to start up. Min and Max power are the same
18.000 mm/min ?
May be decreasing engraving accel. on mahcine settings
It could be a bad power supply - unfortunately there’s not an easy way to test that theory other than replacing it.
Does Boss Laser use a Ruida Controller? If so, can you post your machine settings?
Boss LS series (typical box looking machine) uses a rebranded Ruida, while the HP series (table style) uses a Trocen AWC controller.
Hello all, Thank you so much for the replies. I just got off the phone with tech support and the determined that it was a bad laser tube. They are going to send a replacement.
My first K40 had a bad power supply, the seller asked me to put the Red HI V and black wires tied on a stick 3/4 inch from each other and pulse the test button. If good it should have arced. Sketchy and not easy to quantify, but if it does give a rough idea of whether the power supply is ok.
Hello Oz. I tested this theory, and replaced the power supply, and unfortunately it is still doing the same thing. Not quite as bad, but the beginning of each line is cutting off. Also I have a new tube as well. Any other suggestions?
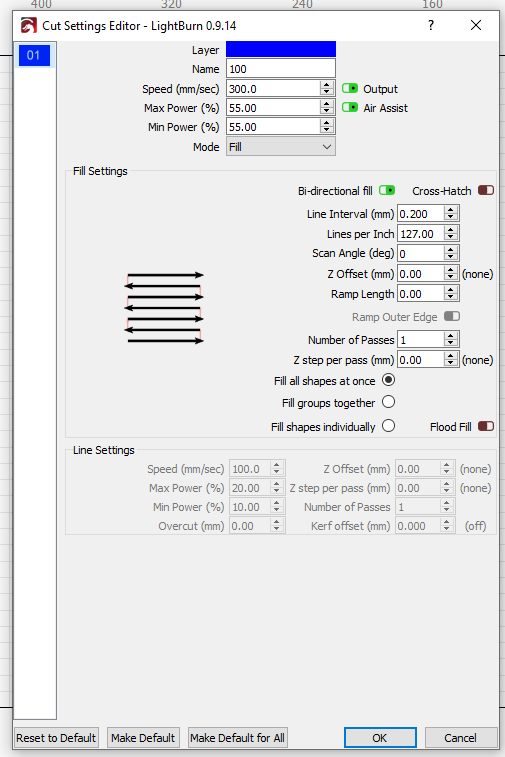
On a Ruida controller, I would be looking at the cut and engraving parameters on the controller. I understand your boss laser may have a proprietary firmware on a Ruida controller, so I am not sure what your controller parameters options are. Can you post a screen capture of them?
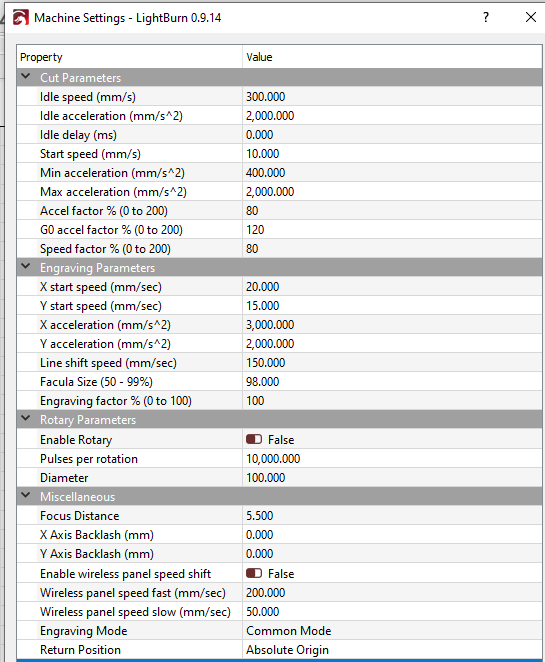
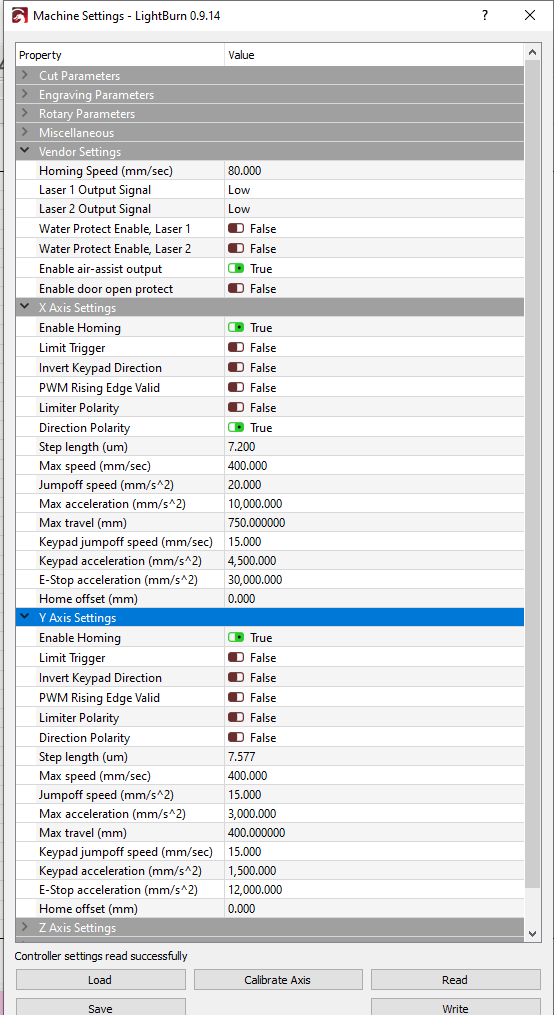
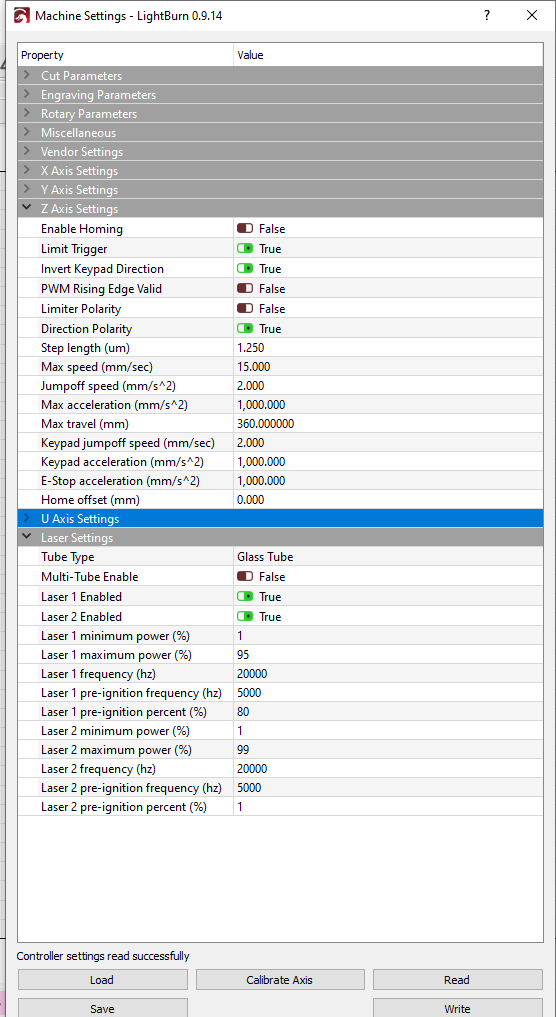
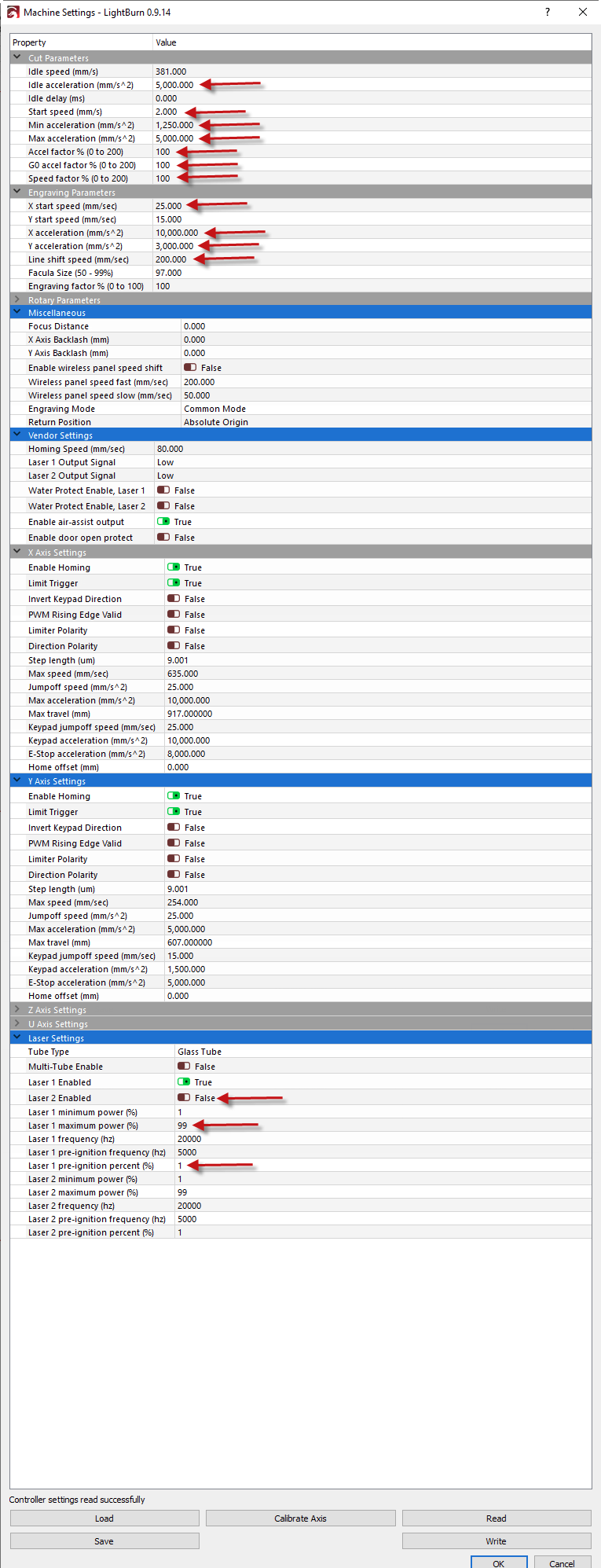
Yes, those are the settings I am referring to. If you’re up for it, make a backup of the configuration (or write these settings down / save those screen shots) and see if these suggestions help (I’ll also explain what some of these settings mean – at least how I understand them). I am sure I am completely wrong on one or more of these, but the chinglish user manual plus my own trial end error is all I have:
Idle speed (mm/s): This is the max speed of rapid moves allowed on a line layer when the laser switches off to move to a different shape on the same layer. Depending on your machine mechanics, this speed may be too slow or fast. Too slow means wasting time. Too fast means skipping steps. Anytime you see speed think linear motion. I think miles per hours / how fast I travel on the freeway.
Idle acceleration (mm/s^2): This is how hard the gas pedal is pressed to get up to the rapid move speed during off laser operation of the line layer. The lower this number, the longer it takes to get up to the target speed, etc.
Idle delay (ms): Basically, this is the brake. When set to 0, you’re mashing the brakes to bring the movement back down to cutting operation with laser on. Increasing this number means less and less pressure on the brake pedal (and more time allowed to slow down during the rapid movement to start the next cut). So if you ever get wavy / jarred lines in complex multi cut jobs, check this setting and increase the time.
Ok, so none of these so far that I have mentioned should matter regarding your problem… moving on:
Start speed (mm/s): No matter what I read in the Ruida manual, (this setting isn’t listed OR it is listed as Turning Speed) I am almost certain this setting specifies the slowest allowed speed for a line while the laser is ON. I think you should lower this value to 3 or 2. I’ve had mine set to 3, but I think I am going to change it to 2.
Min acceleration (mm/s^2)
Max acceleration (mm/s^2): Setting for the least amount as well as the most amount of foot-on-the-gas effect to get a cut up to the specified layer speed. My value’s are min = 1250 Max = 5000.
Accel factor % (0 to 200)
G0 accel factor % (0 to 200)
Speed factor % (0 to 200): I’d set these all to 100% (this maintaining the values applied in the fields represented)
As for the engraving parameters…
X start speed (mm/sec)
Y start speed (mm/sec)
X acceleration (mm/s^2)
Y acceleration (mm/s^2): No matter what you have established in the individual axis configurations for X and Y, similar to the line settings, these values in the engraving parameters establish the upper and lower limits of speed and acceleration on fill layers. You cannot exceed the ceiling established in the axis configuration however.
Line shift speed (mm/sec): Establishes the highest speed at which the Y axis is allowed to move to shift to the next line in a fill.
I’ll paste all of my settings below. I placed arrows on the settings that differ that may be worth experimenting with. But before, I also want to call attention to a settings within the Manufacturer configuration of the controller seen through the HMI:
Machine Type (under machine config). Mine is set to Normal
Hello, and thank you for the response. I tried mirroring your settings, and my machine was going too fast. The output wasnt the best either  . Thank you though, i appreciate the help.
. Thank you though, i appreciate the help.
Ok, so let’s take this methodically in a troubleshooting approach. So far it sounds like you have eliminated the laser PSU, the tube, and the controller settings as likely problems.
Based on this, the next two areas to explore in my opinion are:
- Confirm proper wiring of the controller. Again, I only have experience with Ruida controllers, but from your parameter capture It looks like the Boss controller is relatively similar there (so maybe the controller output blocks are similar as well).
See these excerpts from the Ruida controller manual illustrating wiring examples. From this, see how your machine’s wiring compares and check to see if maybe your machine was mistakenly wired for an RF Laser (or if the wiring is in any way an example of the illustrations):


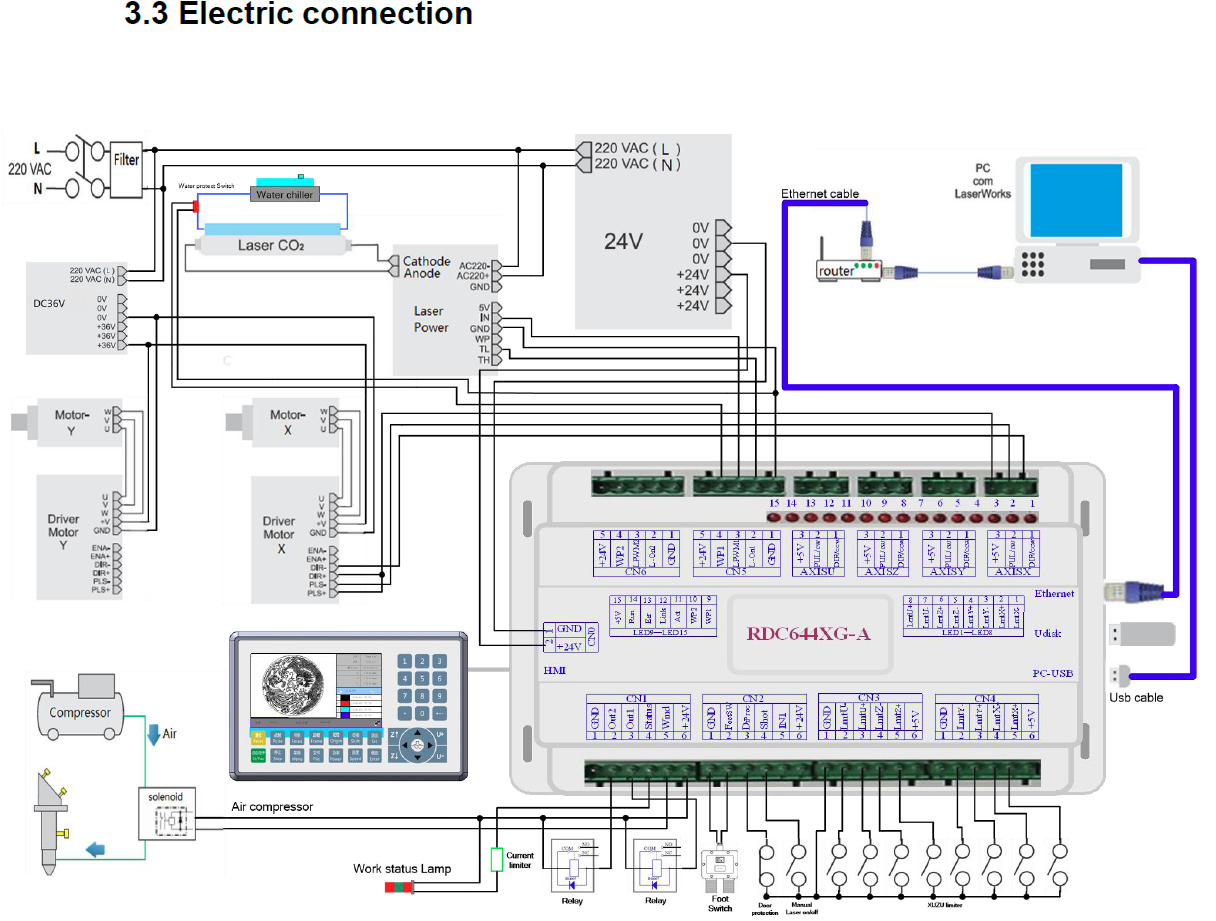
- once wiring is confirmed, the next step would be to troubleshoot the controller outputs / PWM signaling etc and determine if the controller is defective. As a preparatory step in doing this, verify your firmware on the controller and check with your machine manufacturer to see if they have an available update (if the controller is a proprietary Boss / Ruida).
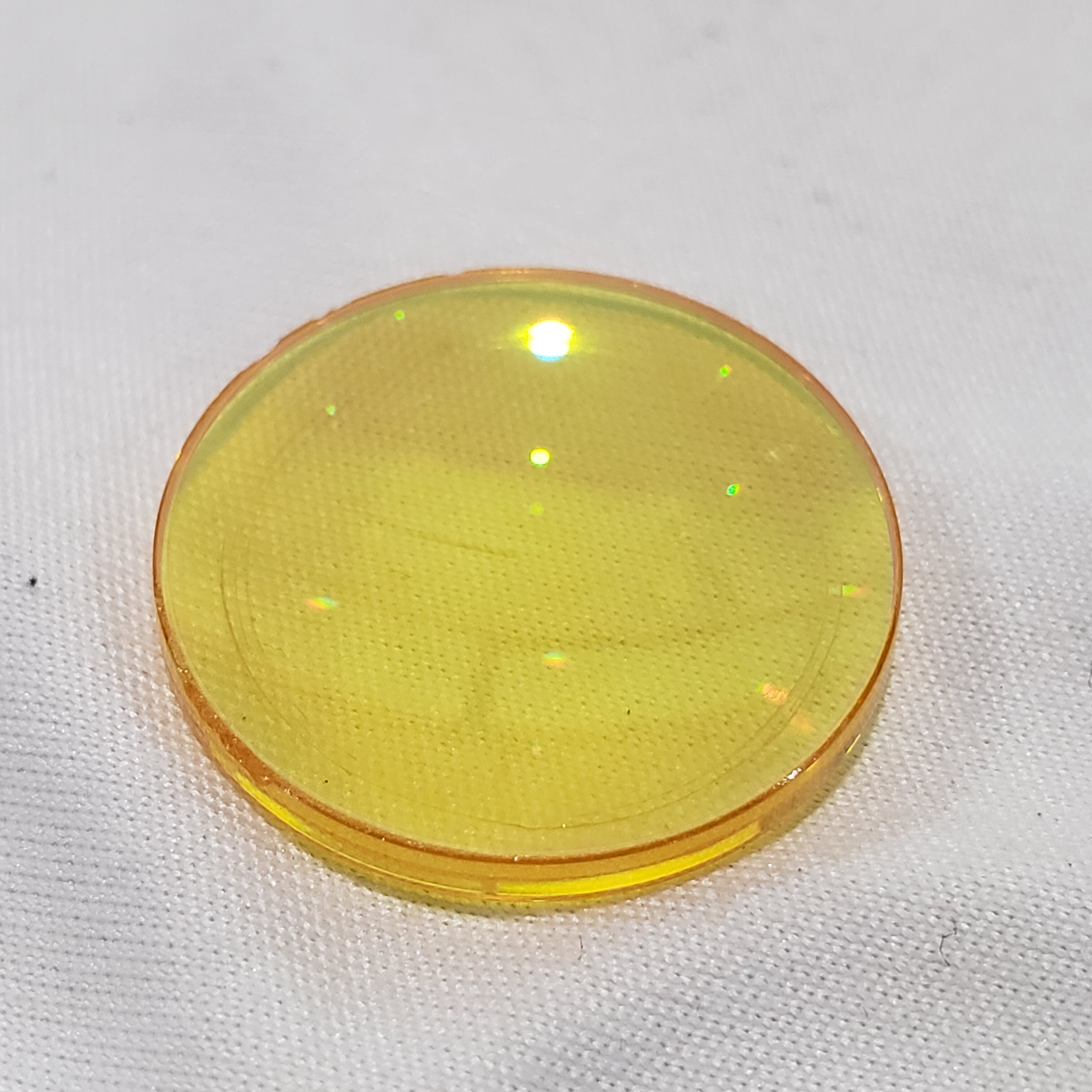
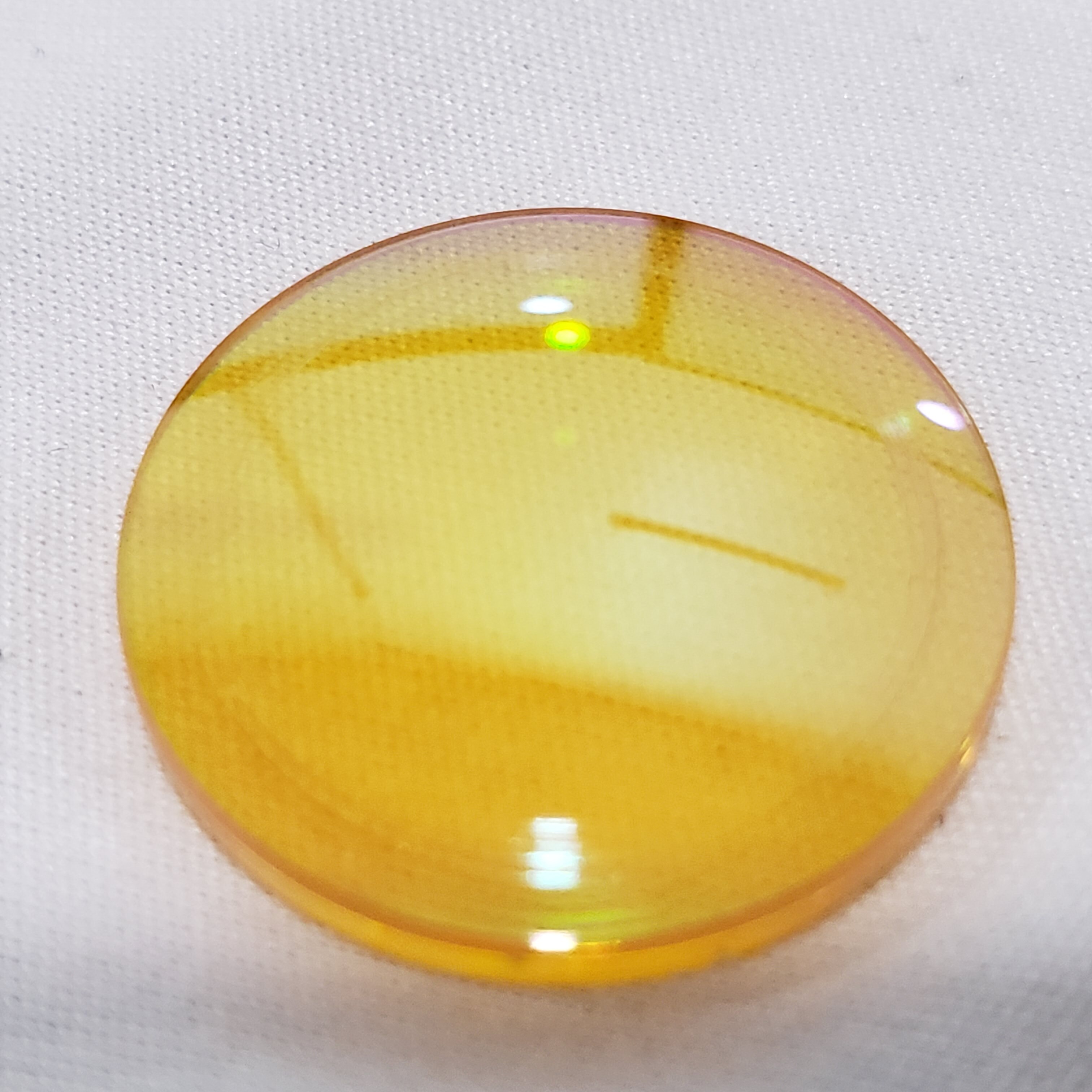
Curious, what type of mirrors and what type of lens are installed in your machine? Can you take a picture of the mirrors as well as remove the lens holder / lens and take a picture of the lens?
From an optics standpoint, let’s make sure you don’t have the wrong or inferior mirrors. Let’s also make sure the lens is not damaged, installed improperly, or inferior.
What’s the history of your machine? Is it new? Is it not new / historically operating as expected (and this problem has only recently started)? In my head, I’ve been thinking the machine is new (but if it isn’t and it’s historically worked as expected, then the controller wiring is likely ok so long as any wiring hasn’t come loose, lost contact, or isn’t shorting to chassis suddenly).
As for the settings, try only adjusting the min values and making them lower. I think I remember reading somewhere that if these min values are set to high, the laser will not fire during slower speed / acceleration periods (like when a line starts and finishes). (But don’t quote me on this unless you discover I am right). ![]()
Another kind of crazy but possible scenario is the chiller wiring. In spite of the setting for water protection being false (I am configured the same) if my controller detects an open loop on that circuit (say for example I turn off the chiller), no alarm sounds and the machine just keeps on going BUT the laser shuts off. This has to do with the WP terminal on the laser PSU monitoring. If you’d like to manually trouble shoot the functionality of the laser operation, have a look at this video for some ideas:

For example, it will provide you with a technique to bypass the WP pin by connecting it to ground. Doing this would eliminate or confirm this as being an issue in troubleshooting.
wiring checks out. everything is where it needs to be.
These are the mirrors I am using here.
https://www.amazon.com/gp/product/B01DP2GD3W/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1
here is my lens (stock lens from boss laser 2 in)
Im going to play around with the speed settings, and let you know my results. Also just wanted to make sure you know how much i appreciate the lengthy responses, and you spending your time to try and help me out!
so i have went up and down in speed and it is fairly consistent. it is still skipping the first little segment of each line. I have a slight theory, and you can let me know that you think.
I am firing the tube at 16% which is extremely close to the 15% at which i can get any marking from the tube at all. My thinking is that maybe the ramping of power is “normal” and I am only having issues since i am running so close to the tubes fire threshold. if i go up in power to 25% the issue is fixed for the most part.
The only thing about this that sucks is 25% is way too much power and it burns too deep into my kechains, and ruins them completely.