Dear,
I have still trouble marking thinner metal sheets with CO2-Laser.
It´s an 60 Watt, KT332N controlled CO2 laser.
Metal sheets should be marked using Cermark Ultra - which works pretty good.
But if I have thinner metall sheets then the sheets heat up and starts deforming, so corners are “coming up” during the engraving process.
This doesn´t happen immediatly, it always took some minutes after the laserjob was started.
Is there an way(option, setting) in Lightburn to add pauses when using fill mode?
So metal sheet can cool down and the inner tension of the material can get lower?
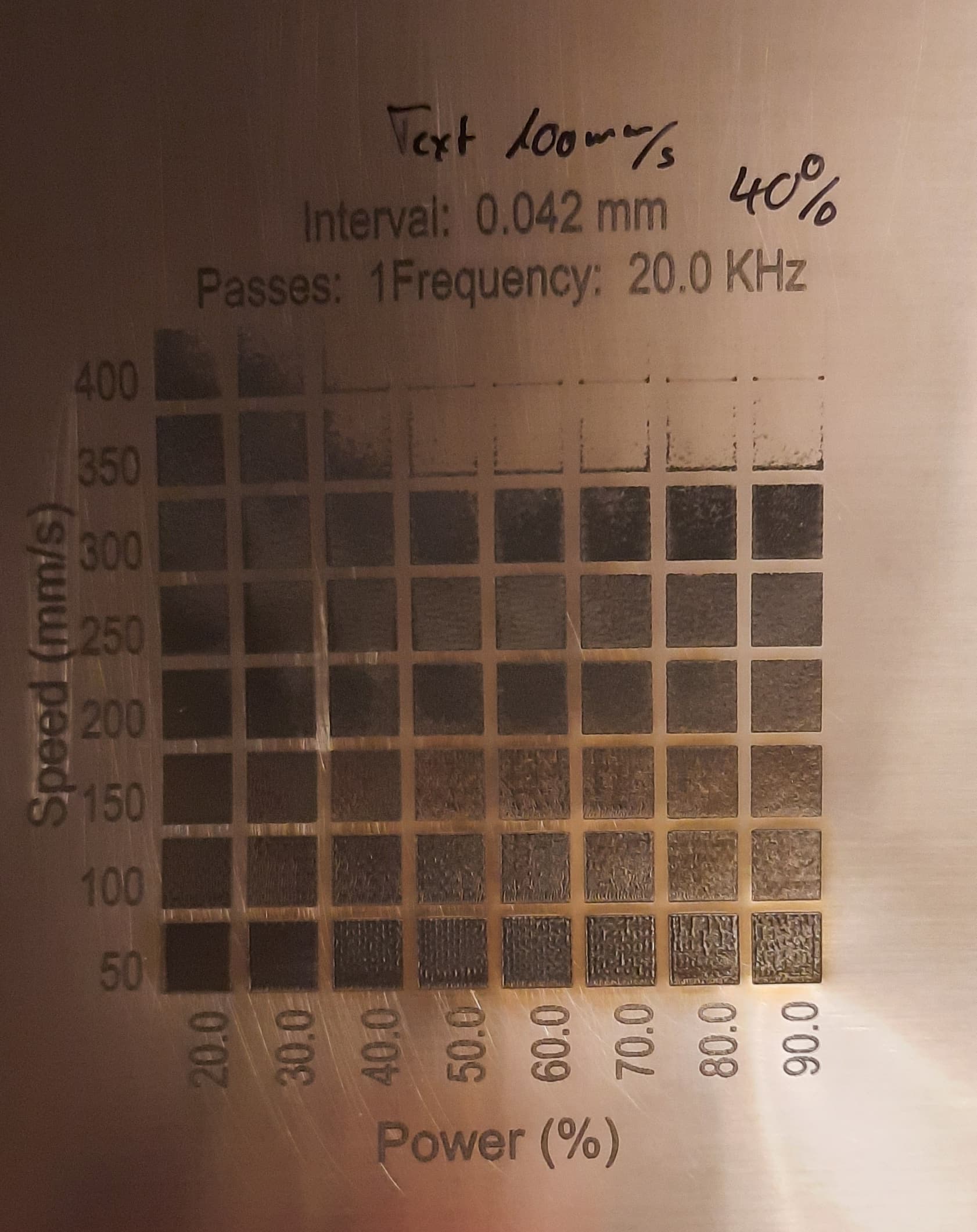
Used settings where:
Air Assist ON
250mm/s
40% power
600DPI
I made an material test to find these parameters, so reducing the power isn´t an solutions, cause then the marking will be too weak and don´t “stick” on the metal surface.
Maybe doing a pause could also help to avoid thin glass from cracking during engraving process - cause then the thermal stress inside the glas could be reduced also.
I will append the suggested rates for LBT100, very similar to Cermark. You are running very slow for the suggested speed zone or LBT100…
For stainless and a 45W laser they recommend Stainless Steel 45in/s 60% power. 45in/S is over 1100mm/s… Probably can’t go that fast and I’d bet money it’s much faster than a co2 lps can even respond.
However, saying that I use LBT100 anywhere from 500 to 700mm/s with good results…
I don’t think you have many options here… Increasing the speed is the only thing I can think of that might help.
Looking at the results… I’m wondering… What is that, a lid to something? Another things is the distortion is massive in some areas compared to the other…
Any chance you could place it on something like a heat sink on the bottom side …
A heat sink maybe could help - haven´t anything here yet.
So that was the reason why I wonder if it´s possible to add some pause in Lighburn during engraving.
You shortly engrave some lines - make a break, material can cool down, the heat distributes inside the material - and the laser can do the next few passes…
There is not way I know of to delay the execution of the next layer. Others have had this issue also.
It would cut by over half the power adsorbed into the metal by doing 1/2 the lines/inch from what you have now… Don’t know if that would produce reasonable results without the warping…
Don’t really have any reasonable way to fix it, except what I did … order a new laser for metal engraving … you probably don’t want to go down that road… $$
You´re right - in the end this Cermark thing is just an workaround to get CO2 machines engraving metal - so perfect result are not neccessarily to expect.
New machine could be an option - but having limited space here…it was a challenge to get the CO2 machine installed
Next time I´m gonna try the idea with the heat sink - if it works, gonna let you know.
did it with an heat sink (an pieces of oldschool black steel) and a bunch of magnets to fix the metal sheet.
Also used some copper paste to have improve heat transfer.