I have a 120w co2 laser and i’m new to engraving on metal with cermark or other branded products that do the same thing.
I’ve tried different speed/power settings, i’ve tried different dpi settings, different focus heights, i’ve tried a combination of fill/ fill+line/ manual line & then fill but they all yield unsharp texts and mushed up logo’s.
When using Fill i get readable text with a fuzzy outline, if i combine the fill with a line i get an unreadable mush of text.
Any techniques or settings that I’m overlooking? I well realise that that a co2 laser with cermark isn’t going to yield the same crisp lines and details as a fiber laser. But as it’s for small intricate logo’s and brand names on products it needs to be readable above all else.
I use Laser Bond Technologies (LBT100) which is similar to Cermark. Lower power and a thinner coat seems to gives better resolution with these coatings.
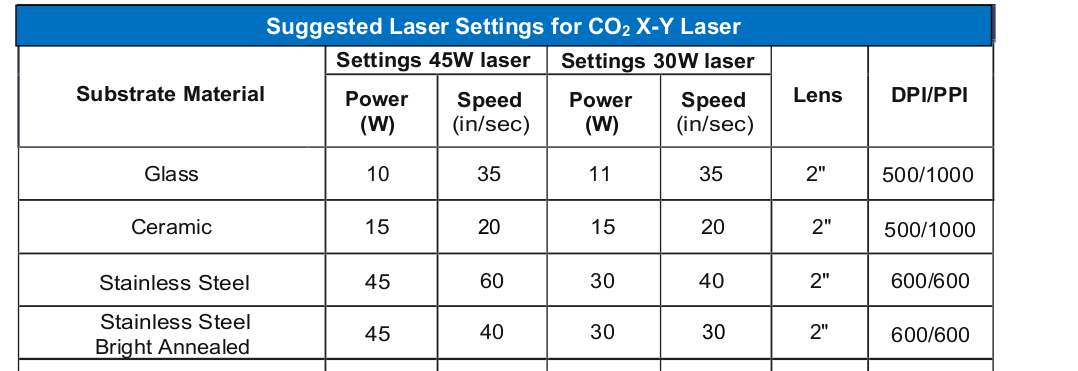
Go out to Cermark site and see if they have ‘recommendations’ for speed/power.
This is the recommended settings for LBT100 coating. It’s been renamed with an added .txt, don’t forget to rename it back to a pdf…
Run at speeds that that you have configured the backlash and don’t outrun the lps. The most difficult is getting a consistent layer of the coating applied…