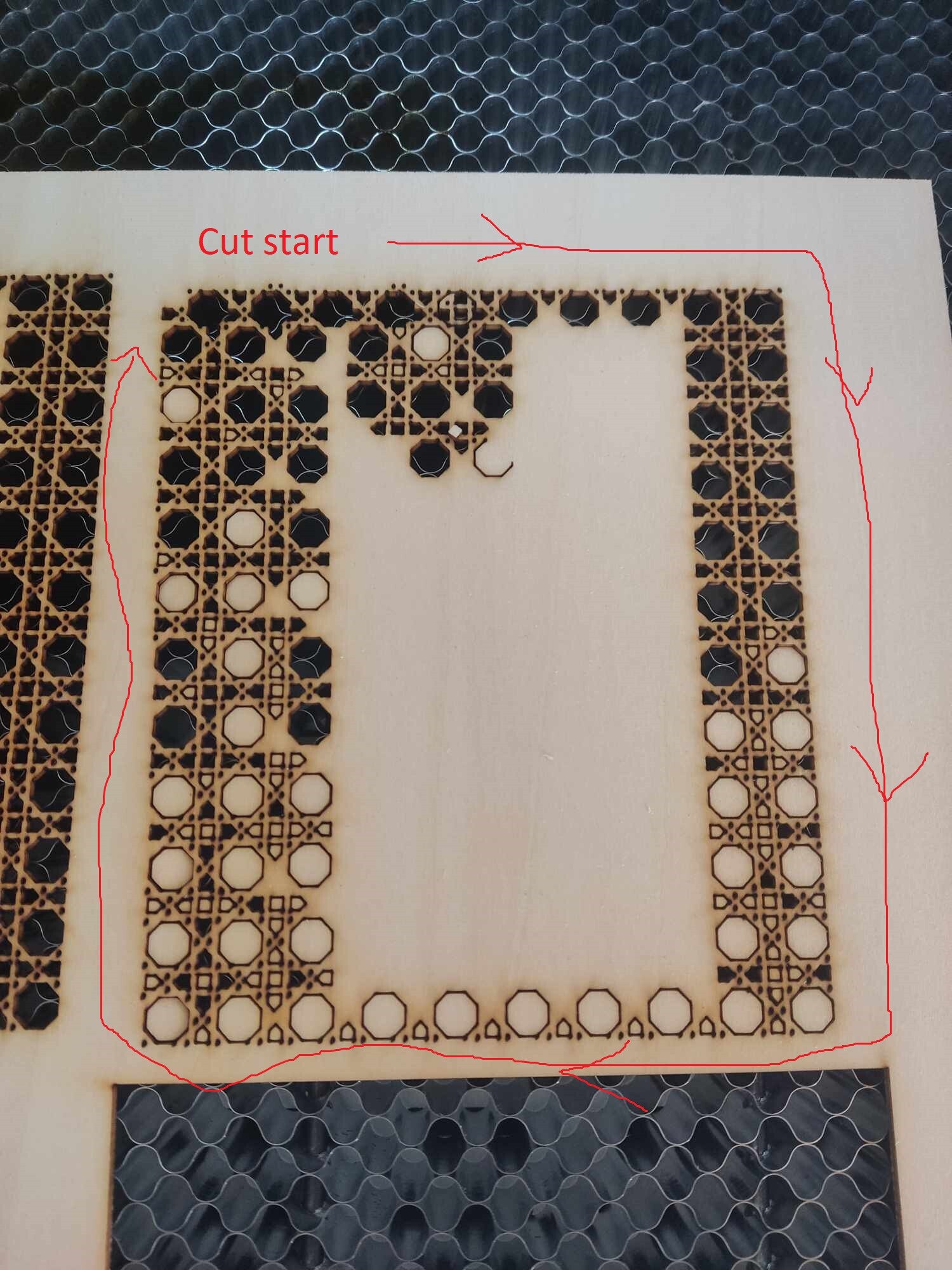
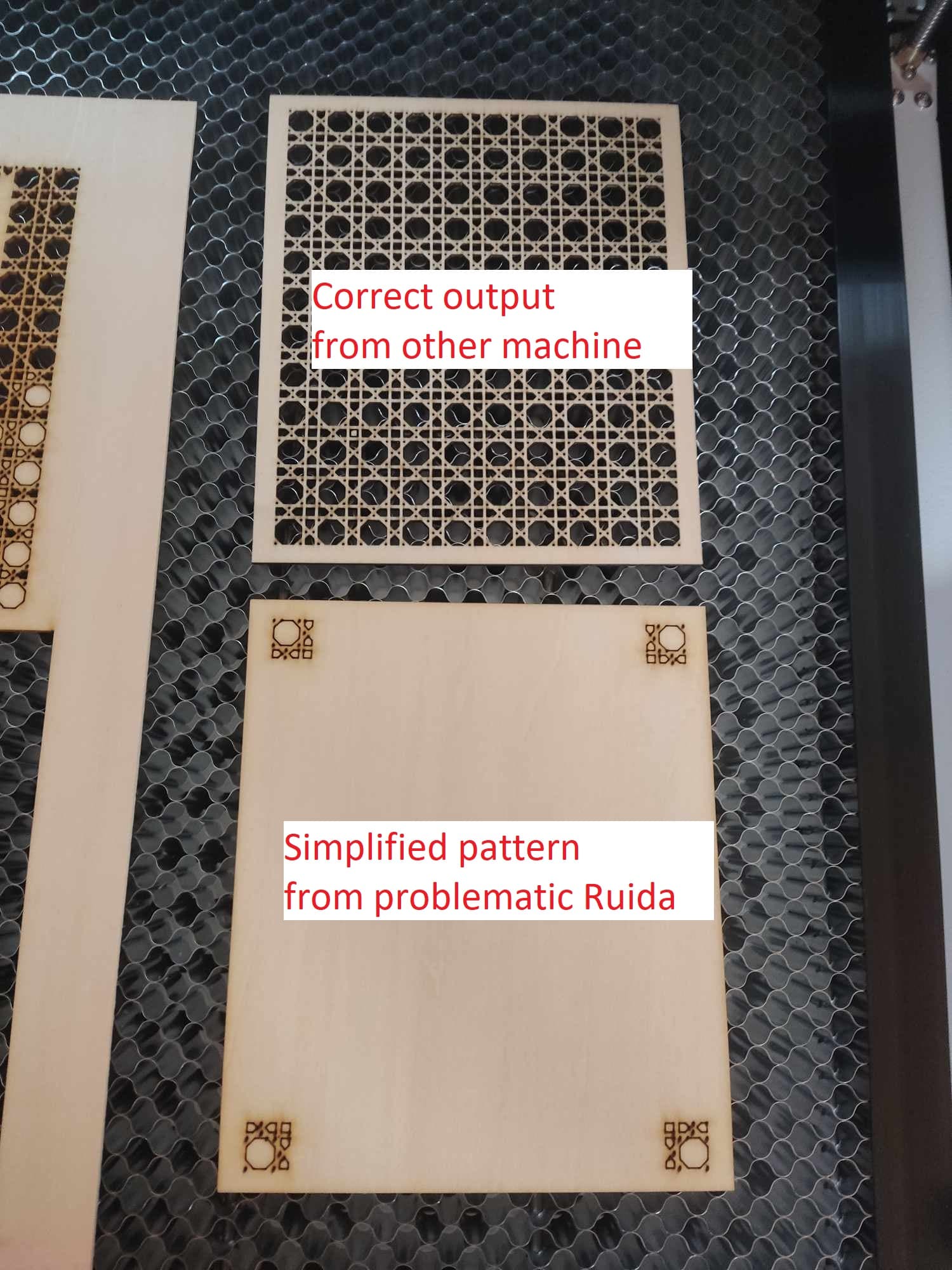
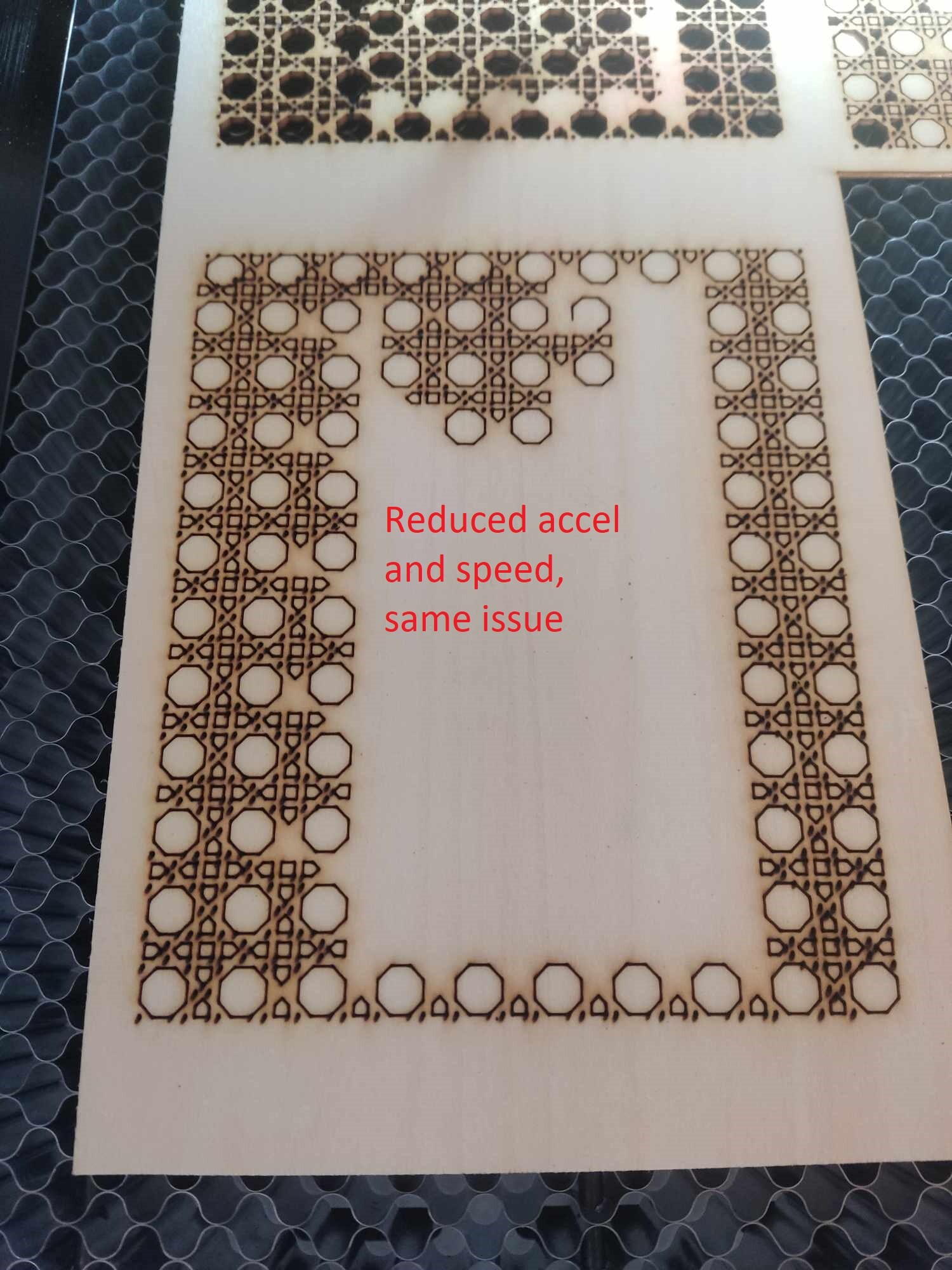
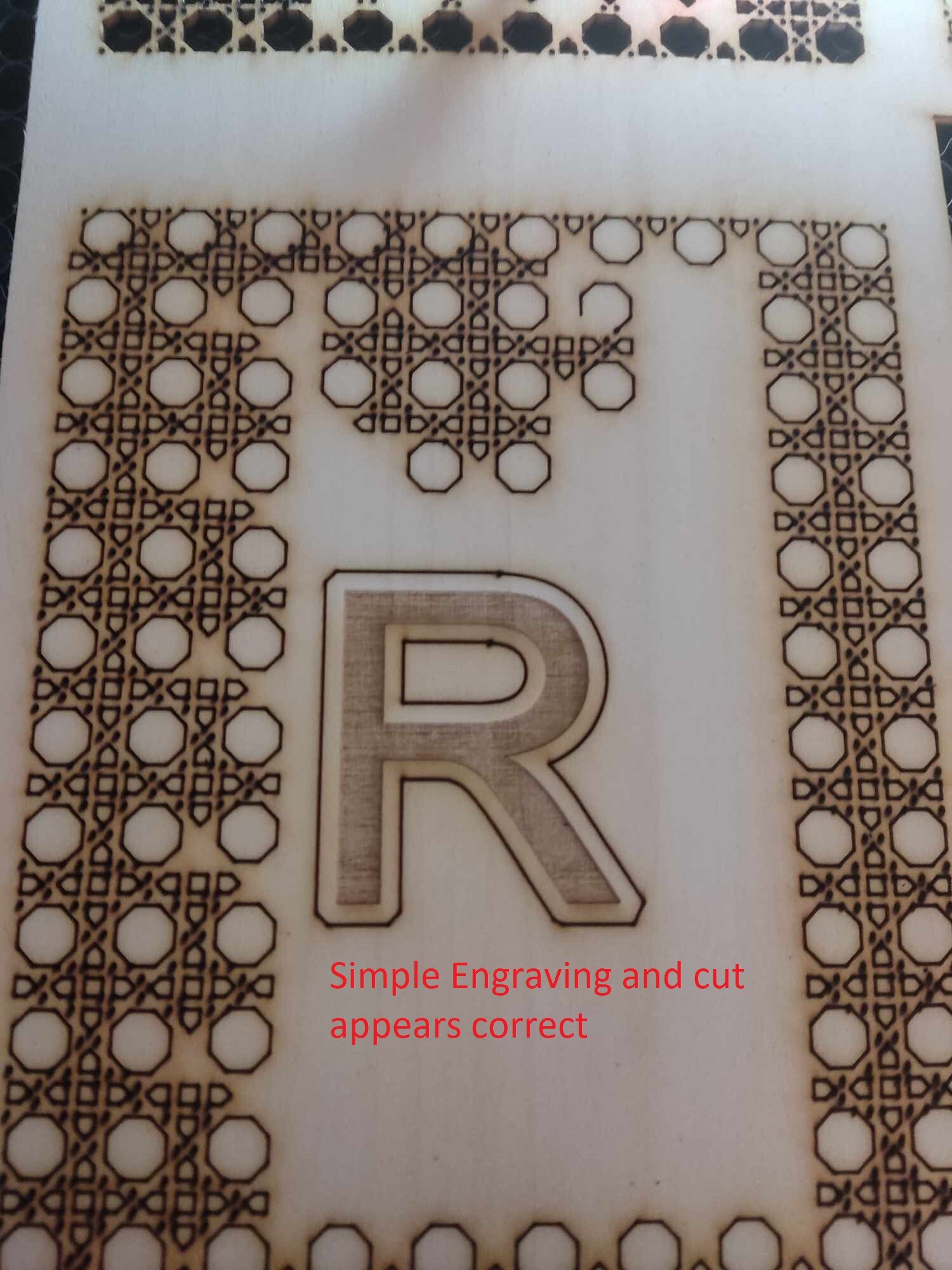
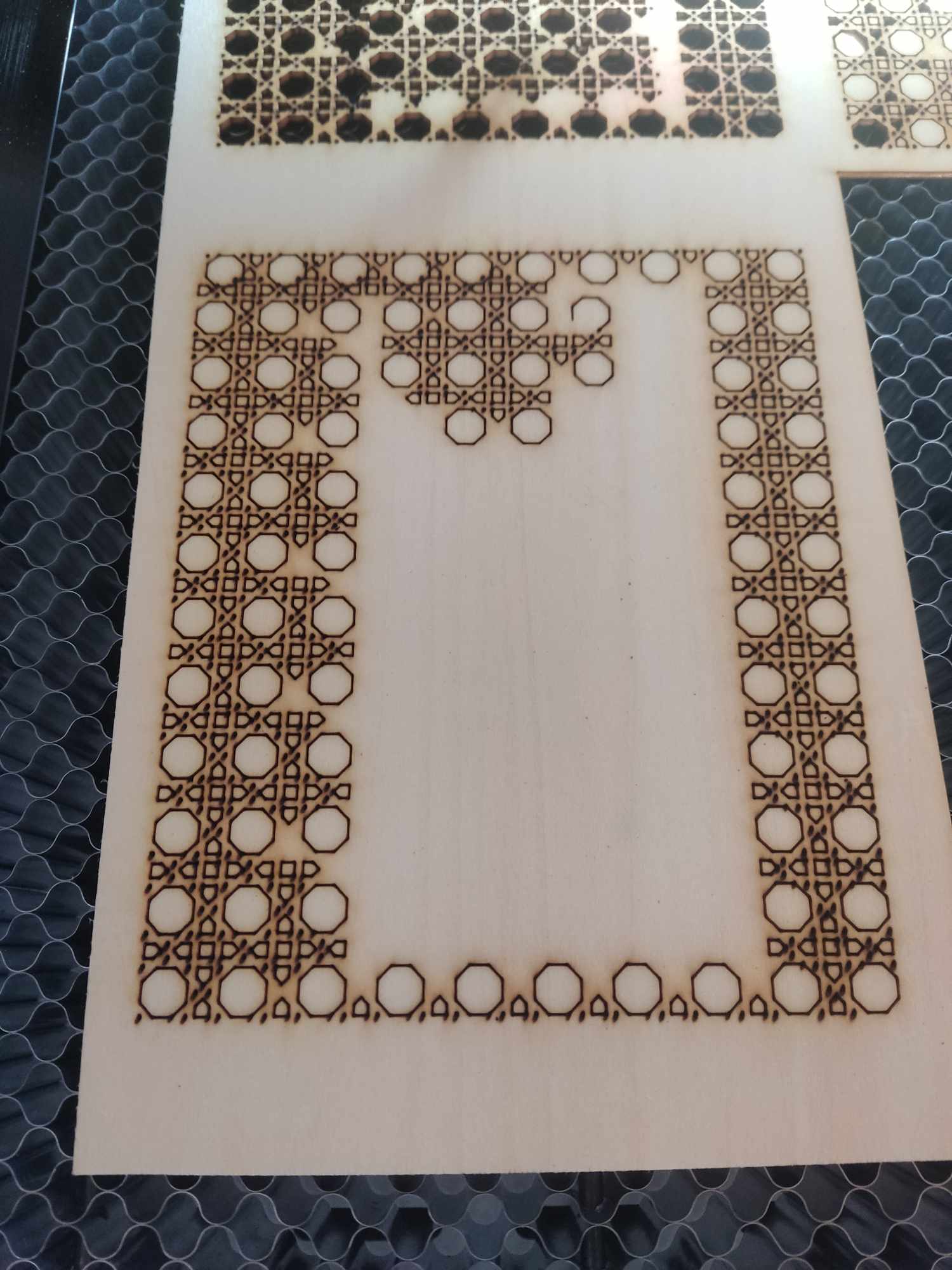
I’m experiencing a pattern drift on an intensive cut pattern I’m running on a 6040 Ruida CO2. This issue does not occur (or is not noticeable) on simple cut and engrave designs.
I’ve tried dropping acceleration and speed significantly (1200mm/s^2 and 400mm/min) on both axes, but the issue still appears.
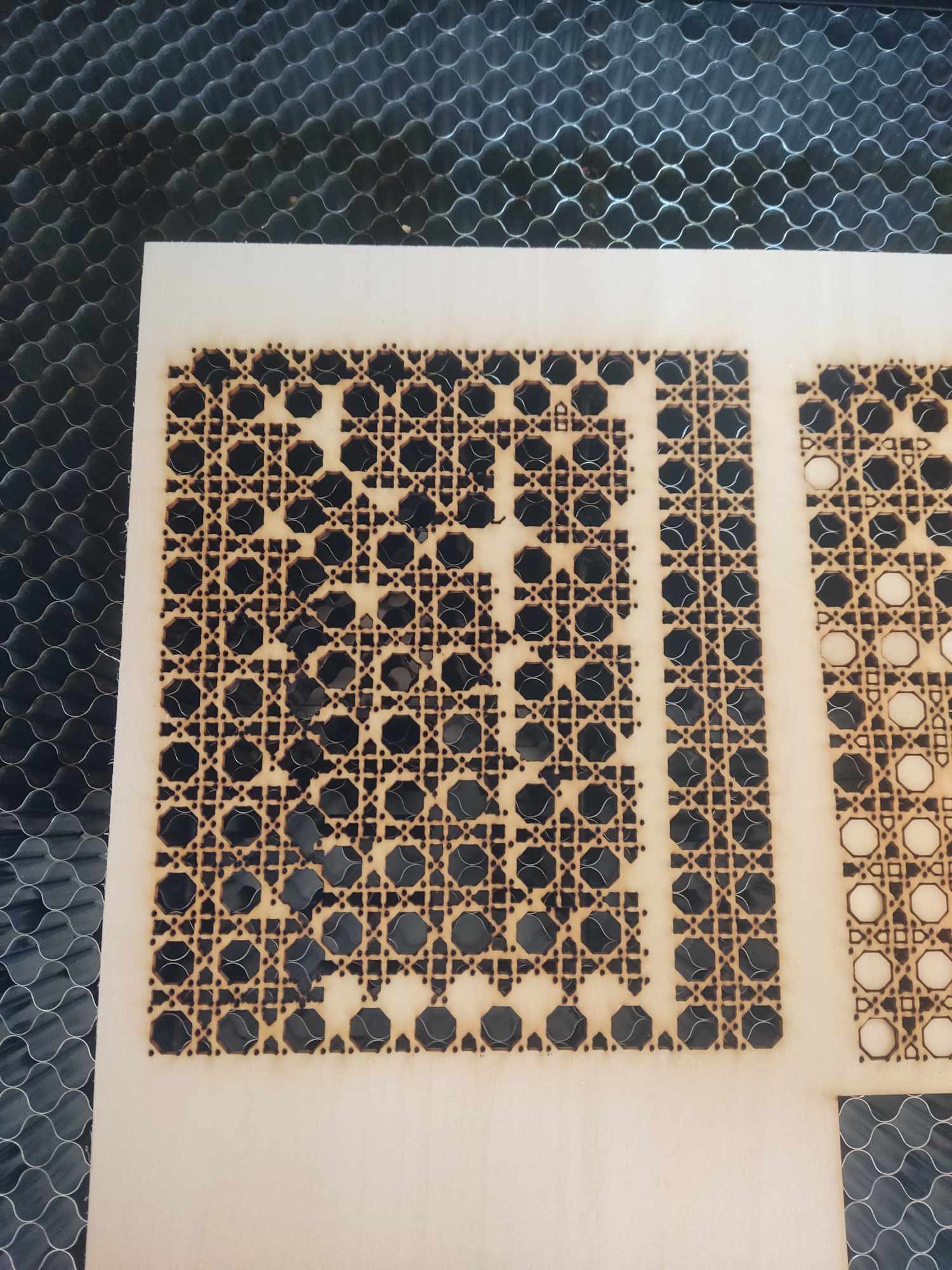
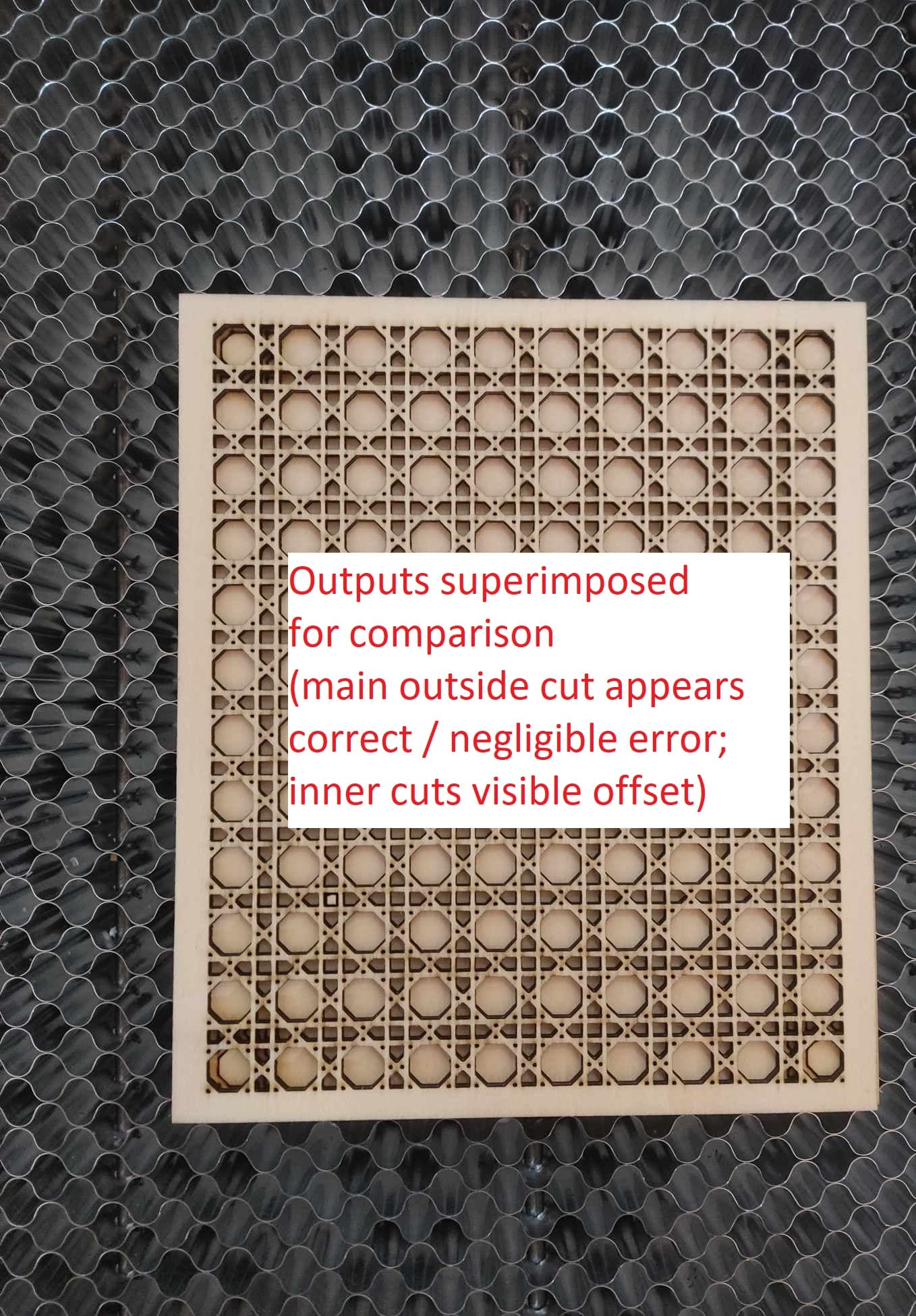
I feel like there’s an offset that’s being incorrectly applied after each cut and is only visible due to the sheer number of small cuts on this design.
Does anyone have an idea what might be causing the drift?
Tried turning off kerf offset, and overcut in case they were playing a part. There was a noticeable reduction in the drift, but it’s still there, so it’s another thing causing it.
Depending on how you are doing it, it may never actually reach 300mm/s in the short distance it has to travel.
Acceleration shouldn’t effect the pattern unless it’s magnetic field is moving faster than the motor can support.
There is a calculator for this on-line… I don’t have the ink anymore, but I think @ednisley does…?
My machine with it’s heavy head, led pointer and drag chain had an acceleration of 8000mm/s^2, stock from OMTech.
I’ve replaced the head, got rid of the led and drag chain and my acceleration value is now 45,000mm/s^2. I’ve checked it’s speed at 1650mm/s. But it’s all academic, when applied to speed.
If you don’t mind posting the source (.lbrn file) then we can download it and see how it works on our machines and how you’ve set run up.
If it’s a new machine, I’d open up communications with the vendor about it.
Have you tried using RDWorks to see if this anomaly occurs there? The vendor is likely not going to be happy with someone using Lightburn instead of the supplied software.
You may have a stress test exposing the PWM Rising Edge Valid problem in cuts, rather than engravings:
In Edit → Machine Settings → Vendor Settings, both the X axis and Y axis PWM Rising Edge Valid settings should be False, unless the machines has unique stepper motor driver wiring.
Because the problem is extremely sensitive to the sequence of cuts, as well as the speeds & accelerations, it can remain hidden for years until a specific job triggers the symptoms.
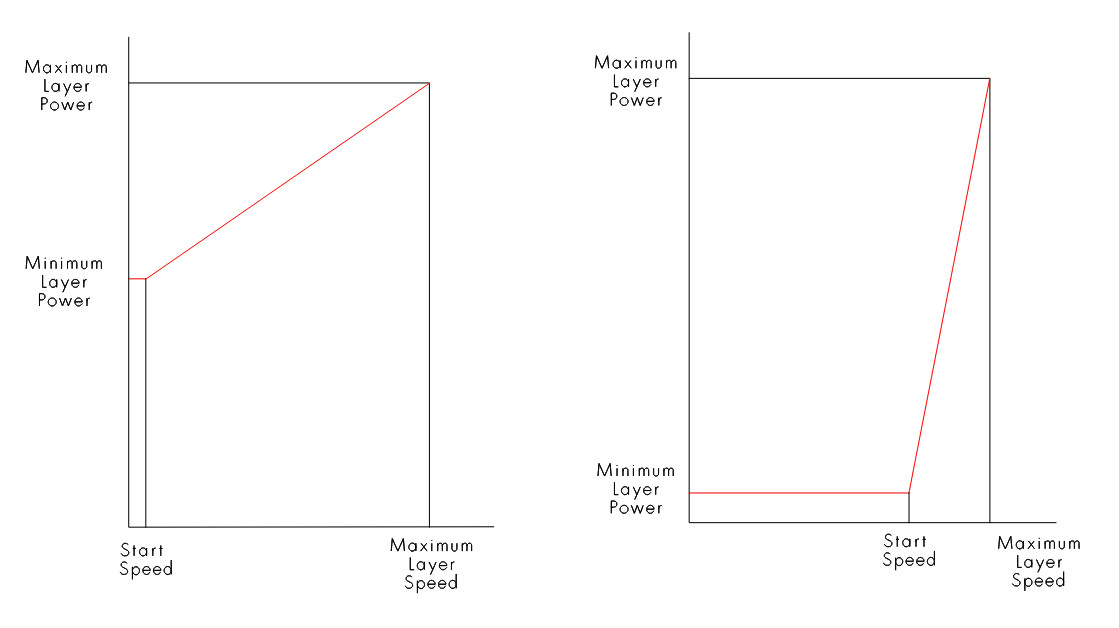
As @jkwilborn points out, the small straight-line distances in that pattern don’t run at the layer speed set in LightBurn. The RepRap calculator suggests the peak speed for the first settings you mention over a guesstimated short distance comes nowhere near the machine limit:
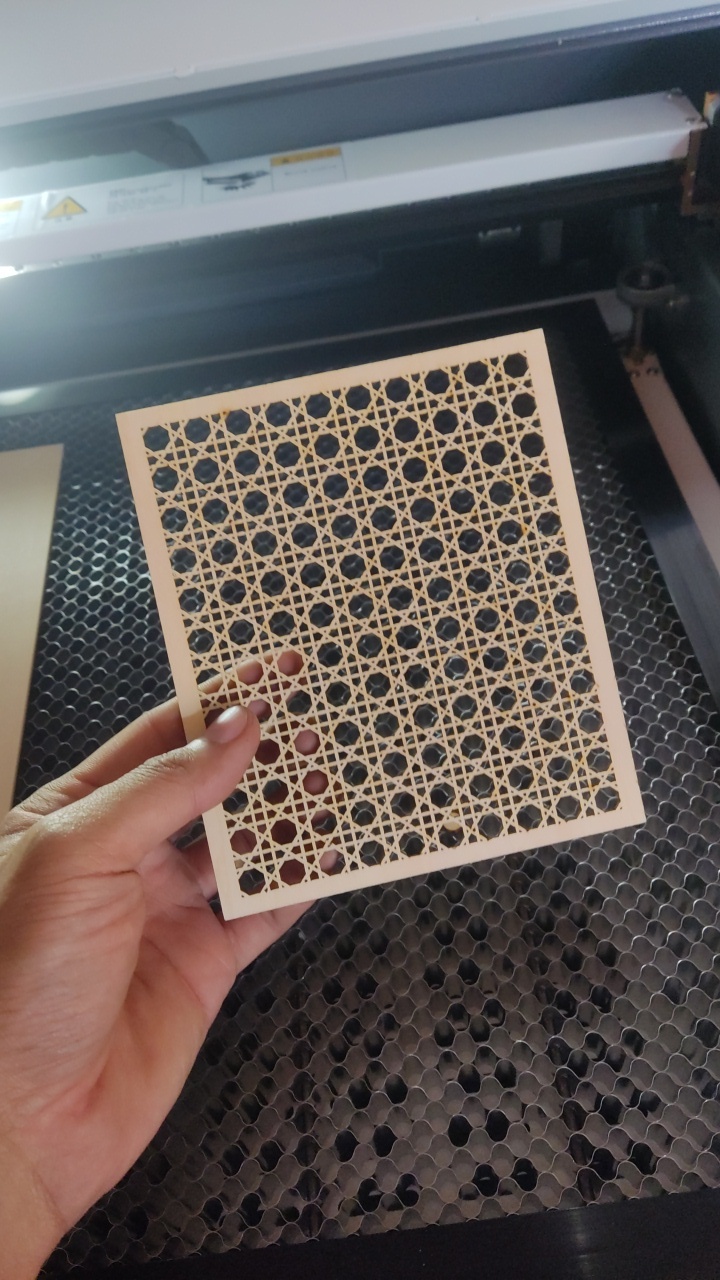
Updating, from the safe working settings I tweaked numbers one by one. To get it running properly earlier, I dropped acceleration and speed, but other numbers as well all at once… and improperly attributed solving the issue due to the reduced acceleration setting.
Turns out it wasn’t the acceleration, but rather the start speed at the cut which was causing skipped steps. Around 5mm/s appears to be the threshold where there’s too much jerk and skipping occurs.
I’ve cranked up acceleration and speed again and the machine is working fine, and I’m keeping cut start speed at 2.5mm/s
Yeah, you were right it wasn’t the acceleration number, my cut start speed was apparently too high for some reason when it came stock. Tweaking the cut start speed specifically fixes/replicates the issue.
The Cut Parameters on my machine have it at 2.0 mm/s, close to your final 2.5 mm/s.
The Engraving Parameters have the X & Y axis limits at 30 and 20 mm/s, respectively, and those are also the per-axis limits. I think those apply only during well-controlled X direction reversals & Y axis single steps, rather than the random direction changes during vector cuts.
And then there’s the Keypad Jumpoff Speed at 15 mm/s. which might be for single-step motions where the motor can jerk-and-stop at human speeds.
Thanks for the update: every bit of knowledge helps!