I think I’ve gotten to a limit somewhere. Took the old stepper nema23 out and upgraded it to the isv57t-180. Now I can crank up the acceleration and the speed to level 11 without missing steps, super impressed with the easyservo, but when I closed the cover to get the actual laser to fire it was everywhere, need to troubleshoot the device, but my circles came out like a cursive letter C (incomplete and crooked) and nothing was lining up, which I expected to a certain degree, but it seems very aggressively out, for some reason even when I lower it to the 300mm/s I was able to do with the stepper. Is there a setting that I maybe changed (accel and max speed) that lightburn is using for compensation with the pulse firing? Would a rudia controller get me to me 1000mm/s and accurate?
Just playing around here, seeing what is and isn’t possible with my dino-Thunder laser.
I take it this is a conversion of a CO2 tube laser from Thunder? Can you elaborate more on the construction of your machine?
Have you done this for both X and Y?
Do you have photographs with correlated designs from LightBurn showing this? It’s not clear what you’re experiencing.
LightBurn never controls acceleration and is not involved in electrical control of the motors. At a high level it only specifies speeds, plots, and power which the controller is then expected to manage.
Having said that, have you entered something into Scanning Offset Adjustment in Edit->Device Settings?
Possibly but not without understanding what the issue is. What you’re describing is likely not a grblHAL vs Ruida issue.
Other questions:
I’m inferring you’re using Easy Servo Closed Loop driver for the servos. Can you confirm?
Have you confirmed if the machine is burning dimensionally accurately? I’d suggest testing a fill square and an square outline for tests.
Hey, yep looks like I did an awful job explaining it.
It was a CO2 from factory, it is an old gweike laser that Thunder Lasers had self branded in the late 2000s. Only converted the X axis as that is where I was losing the ability to speed up.
As far as a photograph of the error/entry just a plain 5mm circle, and what comes from the laser is a cursive C.
I did have some stuff in the scanning offset, but I deleted it all. I think I will need to do this again.
I am using no driver as the driver is built in to the unit. It accepts 24-50V and step/dir signals and that is all.
Also to add, raster is doubled/offset slightly, and line is single, so I believe that rules out mechanical mirror/cracks issues?
You can easily outrun the response time of your lps with a stock machine.
My machine will run 1650mm/s and the lps can’t possibly keep up… with any kind of usable interval.
Anything over about 500mm/s I don’t use. The gains for an increase in acceleration values are considerable, since they directly relate to overscan values.
However high speed mechanics has to be slowed, stopped and speed back up in the other direction… If the time it spends getting back to the image is more area than the work, what have you gained?
High speeds go hand in hand with larger overscan and longer job times. Which is less production…
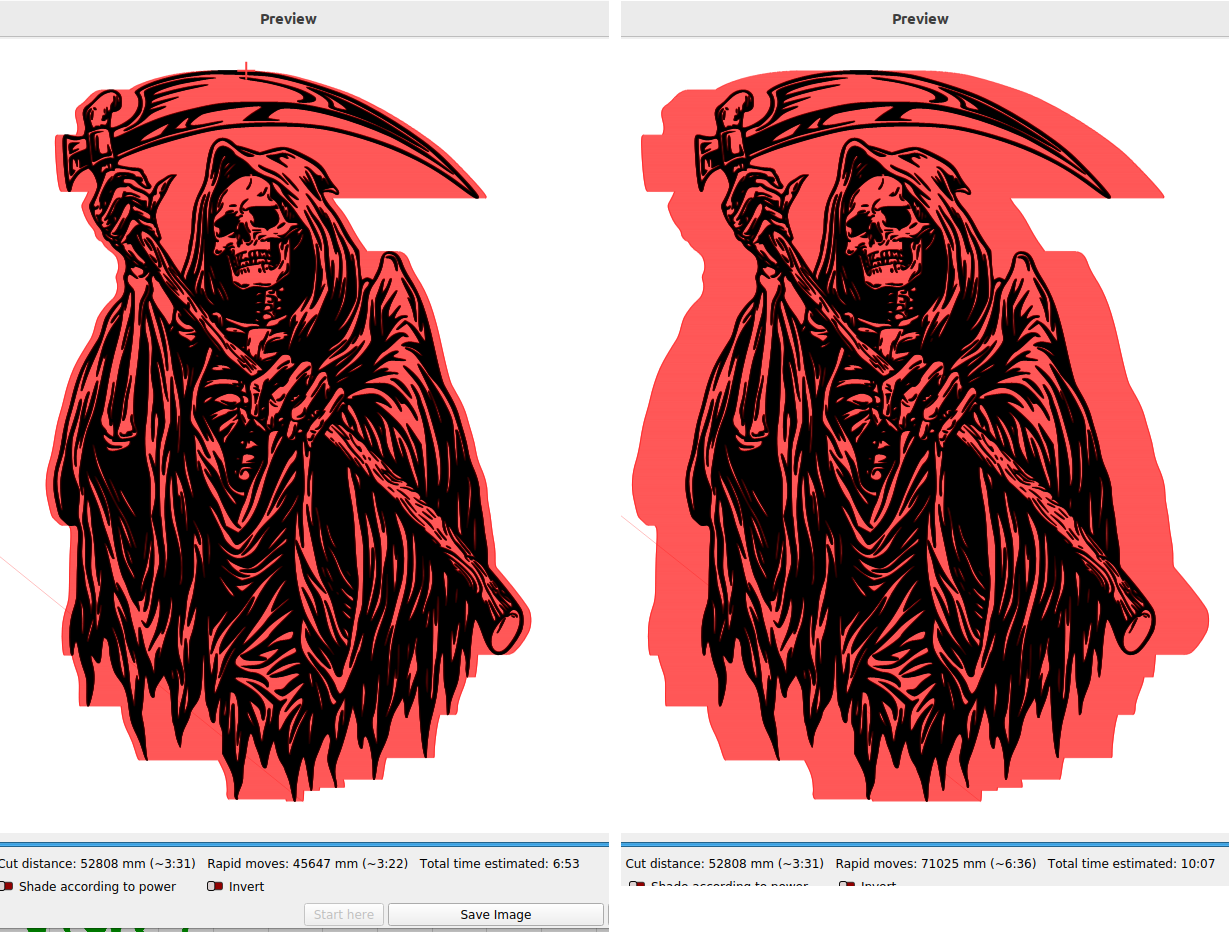
My acceleration is set to about 45,000mm/s^2, I can do this because I have very little mass on the head… this is from the preview in Lightburn about the overscan issue, the head path is in red. On the left is acceleration of 40000mm/s^2 compared to 6000mm/s^2, which was close to stock…
I don’t know what you end goal here was… If it’s academic, great job, it fun to see what you can get out of these. But using it effectively at 1000mm/s I think is just wishful thinking.
You can get your job to run faster with higher acceleration rates, which if the servos have enough energy should be easily done…
Assuming it’s a dc excited laser…
Still thinking about your issue… haven’t dealt with servos in a couple decades … and never from a hobbyist point. So I’m very curious.
I am learning this, got it tuned for a 1x1 box and insane speeds (to me) and as soon as I went to engrave anything that wasn’t a clean box, it started to double up again. Even at 400mm/s this is looking like a non-runner.
I was just trying to get trotec speedy speeds haha with my $300 + tube laser.
Truth be told, I was just wanting to do jobs over the 300mm/s I was able to do without skipping steps. I am also trying to convince the wife to let me build a 6-axis full motion racing platform so I used both things to buy one of the easy servos. I am more of an “very slightly over intermediate” to a lot of this stuff.
The strange thing is, with 0% overscan I was able to get a good box, slightly under filled on the X-Axis. I had increased stiffness of the ezservo to just before harmonic. As soon as I gave it any overscan it got totally out of line. 1x1 turned into 1.5x1. Even at the slower speeds that I was able to engrave at, the positioning was just not right.
End goal was 600mm/s with my 120w tube, DC excited, which might have been wishful thinking anyhow. I am going to do a better “test” instead of just a 1x1 box and post some pics. There might be some ideas with some of the smarter-than-I-by-a-longshot people on here.
Just fun to watch the head move at unreasonable speeds, but at the end of the day I need it to be usable, and repeatable.