Hi, so I have been burning lazy susan heads and some other designs that involve lots of curved lines. No big deal. It’s been working fine.
All of a sudden, however, the machine is turning curved lines into squiggly lines. No idea what’s up. I’ve cleaned the gantry rails and reapplied new grease.
I even redownloaded the files as SVGs and the same issue is happening, so it’s not a software issue as far as I know (they burned correctly for several days and now there’s the issue.)(
Well I ended up doing a square frame and it went perfectly. Then when I did a circle frame the entire laser head was shuddering the entire circle. You can visibly see it, but when I tried to take a video, it was difficult to tell.
Any idea why the laser head would be shaking when doing a circle and not a square? I’ve checked all the nuts. The nuts are tight, the laser head doesn’t move by hand at all. No wires are pinched that I can tell.
Ok, so I posted a few days ago about my laser suddenly doing wavy lines when doing curved lines. Here’s a pic. Well I ended up doing a square frame and it went perfectly. Then when I did a circle frame the entire laser head was shuddering the entire circle. You can visibly see it, but when I tried to take a video, it was difficult to tell.
Any idea why the laser head would be shaking when doing a circle and not a square? I’ve checked all the nuts. The nuts are tight, the laser head doesn’t move by hand at all. No wires are pinched that I can tell.
After doing that for a while, I made a pin wrench:
AFAICT, nobody sells a similar pin wrench, which suggests everybody gets by with snap ring pliers.
You probably don’t need to take it completely off, just check to be sure all the screws are snug. A few folks have discovered the screws were kinda tight in totally stripped holes, so give 'em a gentle twist with a hex key to make sure they’re not just fronting like they’re secure.
The knurled ring tightens a collet holding the focus tube. I think it turns backwards; maybe I’m just looking at it from the wrong end, but I added a label reminding me which way it turns.
The lens sits inside the nozzle, secured by another lock ring. To get in there, you (well, I) must remove the assist air fitting, unscrew the nozzle, then check the lock ring.
The nozzle should be finger-tight, but the first time I tried, I had to deploy a strap wrench to break it loose.
This is enough of a hassle nobody takes it apart without powerful motivation, which you now have.
The thing nobody knows before the laser arrives: you must become an expert repair tech, because nobody else is. Take notes, be gentle, and remind yourself it’s a learning experience.
The result should come out looking exactly like the LightBurn layout, with lines meeting where they should, correct spacing, and no loose ends. If so, that helps rule out simple mechanical backlash.
One thing I’ve also noticed is that the estimated burn time that lightburn used to provide no longer even gets close to the actual length of the burn. In other words, it’s taking 1:24 to burn something lightburn says takes 0:25.
Any looseness in the drive train from the motor to the laser head, where turning “in the other direction” doesn’t do anything until it turns enough to take up the looseness. It’s typically caused by a loose setscrew in a motor pulley or shaft coupling, but can be a loose belt or wobbly laser head.
The key thing to look at in the test pattern will be the gaps in the X and Y spaces:
At this point, I expect they’ll look (and measure) just fine, but if so, that will rule out some mechanical problems.
That is new news and a valuable clue.
The obvious question is “What changed?”
LightBurn’s estimate is based on a simulation using the speed & acceleration values read from the controller. If you did not update those values through Edit → Device Settings → Additional Settings → Read From Controller, then something in the controller changed.
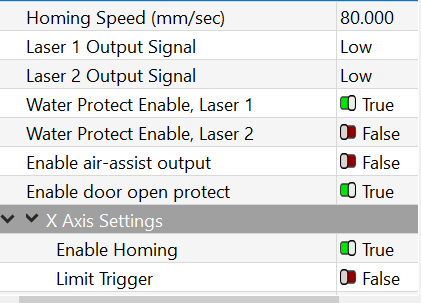
Go to Edit → Machine Settings → Vendor Settings, agree you won’t mess anything up, and upload screen shots (no cellphone pix, please) of the X Axis and Y Axis settings.
That file isn’t quite old enough to vote, but it apparently dates back to the dawn of time, was likely set up on a machine with a different origin, and seems broken in many ways.
For a fun time, export it and open the SVG in, say, Inkscape.
And, as expected, they look perfectly serviceable.
FWIW, both PWM Rising Edge Valid switches are False, so it (probably) won’t suffer from the Ruida skewed engraving error.
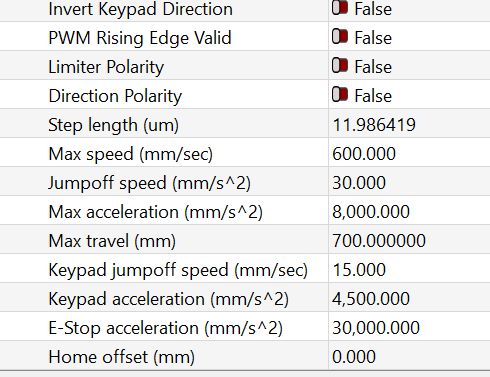
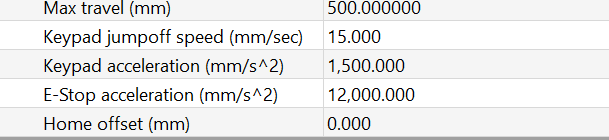
Compare the other Vendor Settings with what works here to see if anything seems grossly different:
Note that the Max Acceleration in the Cut Parameters section is much lower than the values for the axes, which may tend to smooth the motions around the small vectors in the curves. Unless it’s very different in your machine, it probably makes no difference.
Both Backlash values should be zero.
At this point, IMO we’ve eliminated all the usual suspects and most of the oddities, so I’m out of ideas.