This may be a speed different: the machine cannot go as fast while filling individual letters as it does while scanning an entire line at a time.
You can feed the machine’s acceleration (GRBL $120 and $121, your machine may be different) and the layer speed into the RepRap calculator to find the distance required to reach that speed:
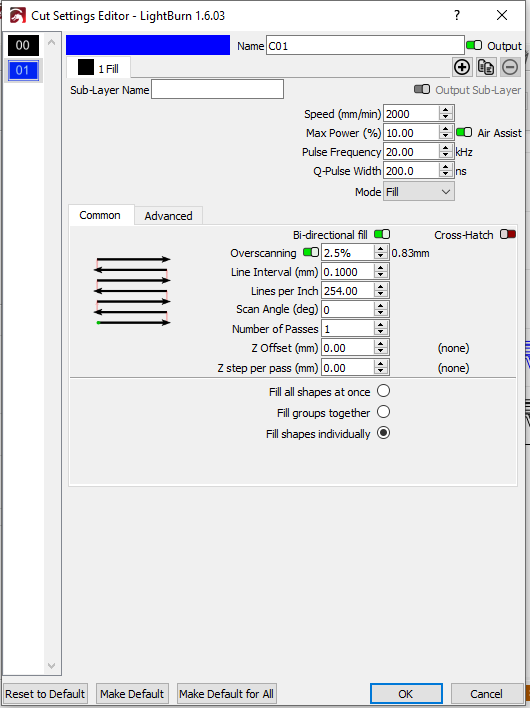
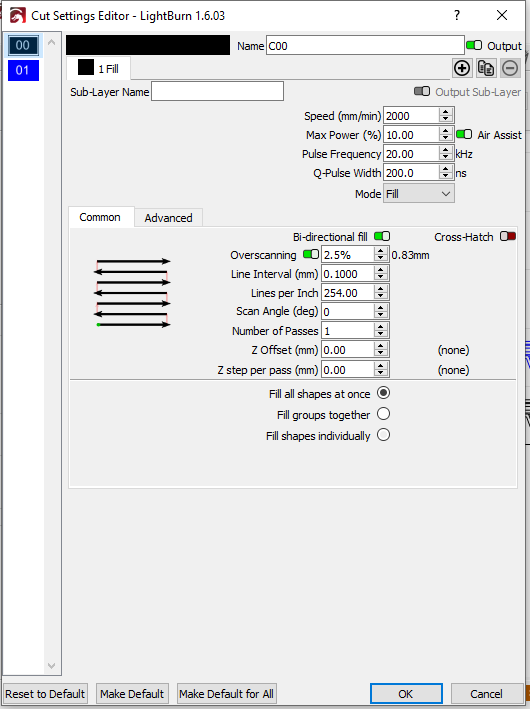
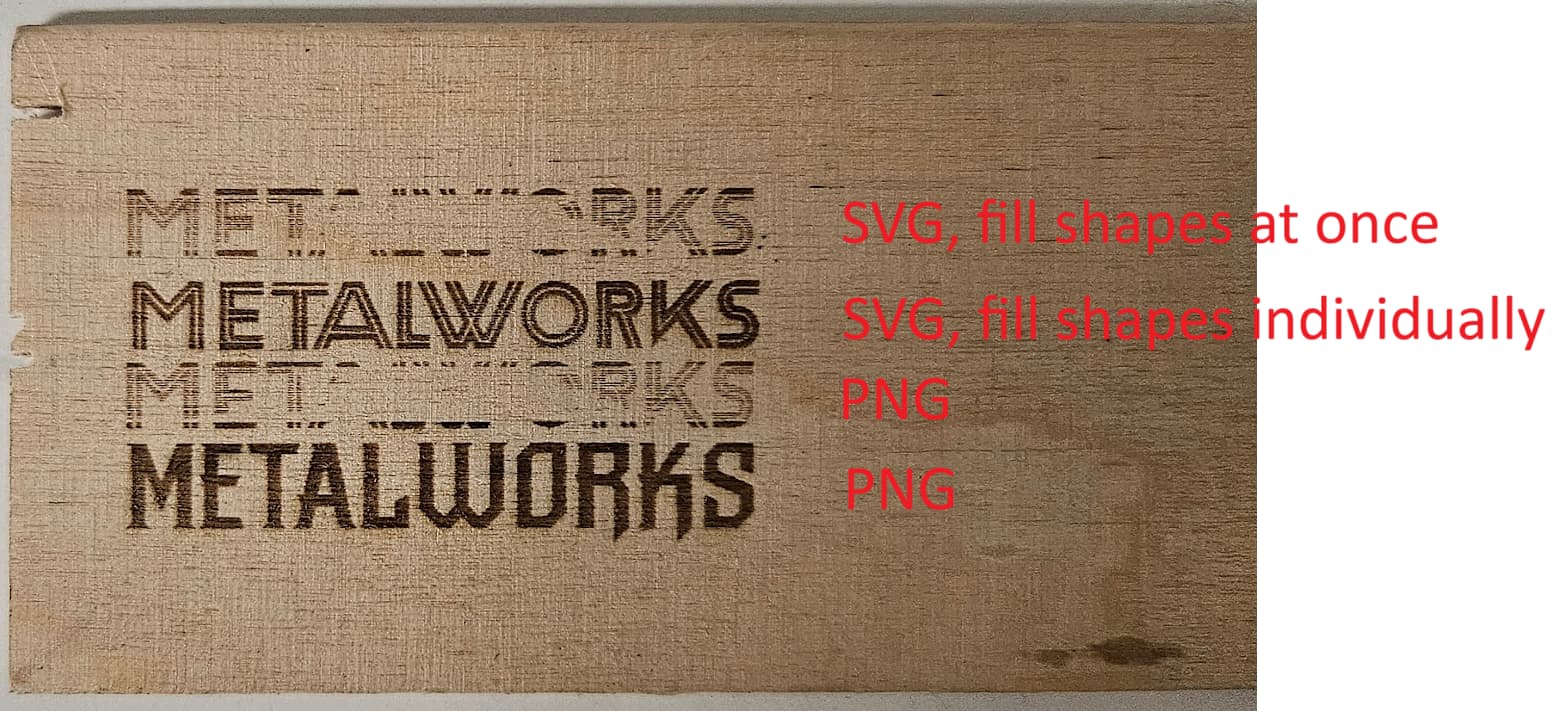
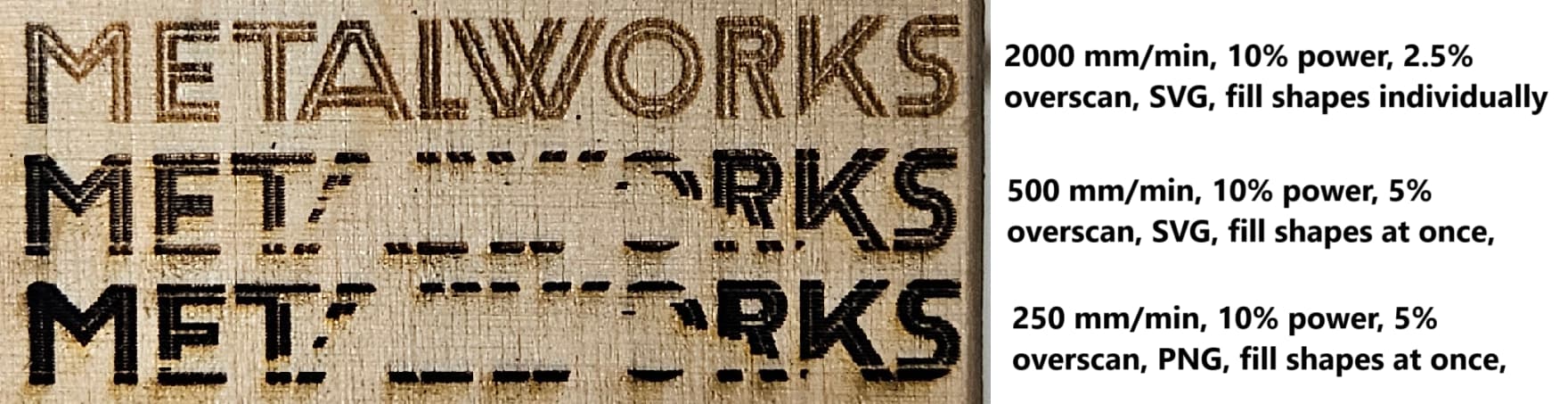
If the machine has relatively low acceleration, it may require (much) more than the 2.5% overscan distance to reach the commanded speed, which would account for the relatively darker sides of the “All shapes at once” text.
You have very little overscanning enabled, and you’ve told the machine to go 2000 mm/minute. Is your machine capable of that speed? That would be almost 79 inches per minute. According to an online doc I found, the maximum speed of the V1 machine is 30 mm/sec, or 1800 mm/sec.
Does the machine appear to be varying in speed, or is it consistent? Is it actually getting to the requested speed? If you run the engraving slower (say 1000mm/min) does it change the outcome?
As you can see in the image in my first post, in the lowest image with different font is done also at 2000 mm/min speed with no issues. Speed seems to be constant and if I set the speed eg. 250 mm/min the result is the same.
If I use UCCNC’s own laser-engraving-plugin with 2000 mm/min it does the image just fine at that speed (but the plugin is very limited and crappy, that’s why I’m testing and moving to Lightburn)
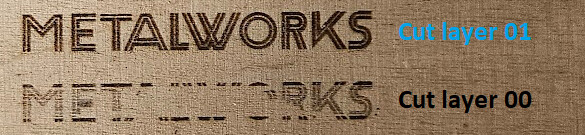
As you can see from the GCODE box, laser is commanded to turn off with “M10 Q0” command and then X-axis travels long way without toggling the laser. It should toggle the laser to burn letters “ALWORK”.
Is there any reason why the different font works just fine?
Because the two lower samples are both PNG images with the same settings, it looks very much like the laser head is unable to switch as rapidly as is required to form those shapes.
The split letter bars are about 0.5 mm wide and the laser is travelling at 33 mm/s, so the laser must switch on and off within 15 ms. That should be no problem, but the evidence suggests it cannot do that.
That also explains the different between the two upper samples: the top one is scanned from side to side (so the laser can reach top speed), while the lower one is scanned one letter at a time (so the laser cannot reach top speed).
The dropouts become worse in the middle of the full-width scans, which suggests that the speed is not constant, for the reasons mentioned above.
This is a hardware problem, not a software problem.
One possibility is that the power supply is inadequate, so that the voltage is sagging low enough to disable the laser. The supply must be provide more than about 4 A for the laser alone, so if it’s shared with the rest of the machine it’s likely to be inadequate.