Those look very nice. 24mA is what my PS can produce, but my tube has a limit of 50W-1000mm tube,19mA.
ok, ran some cutting tests as you all suggested.
After setting the min-max the same in LB, here are my ressult.
Cut at 5mm@20%pwr and 10mm@25%pwr.
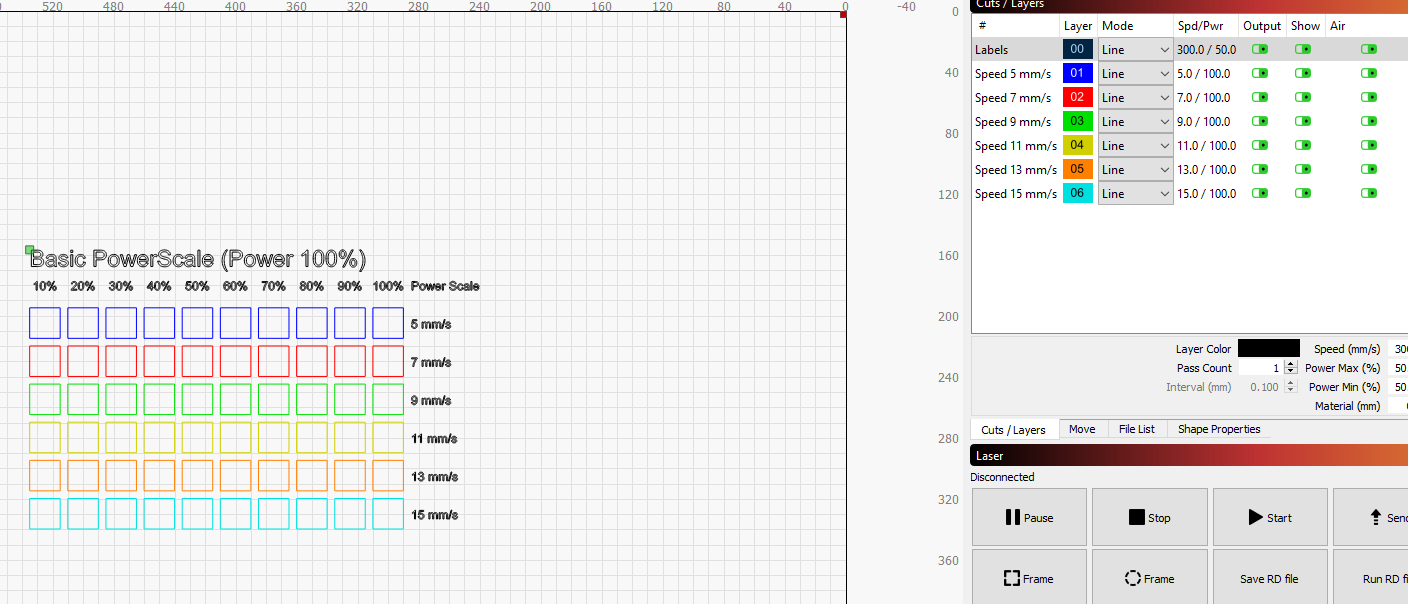
If i try to use powerscales, such as this one i created from Lightburn PowerScale Generator - O2 Creative nothing happens.
Didnt even burn at 5mm @ 20%
Any suggestions on this issue?
thank you all!
It’s difficult to really help you if you don’t answer the questions posed to you.
That AP is not your laser. You need to ensure that you are aligned from the tube to the table. IMHO that is probably good for a rough alignment, enough to function. It’s probably pretty handy when you start from a bare frame, but it’s technically a poor approach. Would you set up a rifles sights from the target end of the range? What aligns that ap led with the system? It’s all based on the accuracy of the head/lens tube assembly which anyone will tell you is junk. As I stated, my mirror was off 1.5mm.
I don’t think you have any kind of beam at this point and I can’t get you to do a simple ramp test which would answer a lot of questions about performance. If it isn’t set up properly it won’t do any of these material tests properly or at minimum with any repeatability.
You should focus on getting a dot on the table correctly with proper alignment. This is the most important part of getting a laser to work properly. There are basic questions, what you state conflicts with what appears to be happening
If it cuts like that, then how could it be that
later on. Same lens, focal point… That doesn’t make sense. You should at least get the labels…
Does your lps have a current meter on it? You’d have to open the electronics bay door. Do you know what it’s reading on some of these ‘runs’?
You want to fix this, do a proper and correct alignment from the tube through all mirrors to the table. At least double check them at the limits. If it’s set up properly, it will only take a few minutes to confirm. NOT WITH THE AP device, with the laser tube using it in pulse mode. I would like to see the pulse of the focused dot on the material table at about 20 or 30% power. Center slightly dark. You can set the pulse duration and power levels from the console.
Help us help you out. ![]()
Thanks Jack,
This is a DIY build. All the tests have been made on alignment of three mirrors. I assure you the problem does not lie there. I know where my focal point is, 5mm.i know that my laser is head is perpendicular to my bed, which is also perfectly leveled.
After help from some of the other posts, and using there settings as a baseline, I have been able to make cuts comparable to others with a 50w laser.
I appreciate the help you have offered, it was valuable as well.
The area I’m having questions on is in LB, that was my last post about.
Glad you’re up and running. Didn’t mean to sound negative, but it’s hard to nail down issues when you have conflicting descriptions.
As with everything, the software will generally be doing what you told it, not what you want. 
We all struggle with that…
If you built this from scratch, I’d love to see a photo… I have a lot of respect for that, after having torn mine pretty much apart…
Take care…
Not a problem Jack, I appreciate all input.
Here is my build.
1 Like
That looks really nice.
Is your honeycomb actually flat?
Mine is horribly un-flat and it mostly just sits in the corner of the shop. I sure hope yours is better quality than the one I got.
Funny you should ask that. No it is not flat. I thought my bed rails were not level, but found it was the bed.
$150 from China
I’m going to try and figure out if there is somethng i could to make it flat.
Btw Hank, you mentioned earlier in this post about minimum laser speed of 10mm. Will that resolve my issue of running at 5mm for cut test?
At 10mm/sec or slower (“start speed”) the controller will use the MIN power set in your layers. So usually the thing to do is to set min the same as max, because at such low speed the time taken to accelerate to speed or decelerate to stop is nearly nothing so there’s not usually a problem with over burning in corners.
At higher speeds where it takes longer to accelerate to up to speed it’s often advantageous to set the min power lower than max.
That start speed can be changed in the machine settings if desired.
Yeah. Not surprised. I only use mine for small floppy stuff like rubber stamp material. Most of the time I ditch the honeycomb and use a flat sheet of steel and support the work on 1/2" tall magnets.
I was hoping maybe you got lucky with your honeycomb being flatter.
That looks beautiful… You probably have more money in acrylic for that than I have in my machine.
That really looks great.
Mine also came with a honeycomb bed. I tried to use it once, it now leans against the toolbox. Can’t bring myself to pitch it. Spent $12 at the local steel supply for a cold rolled sheet. The cut it and it fit’s snugly in the indentation of the bed. Air flow across it is great. I have drilled a few hole in it for alignment jigs.
Laser is presently non operational for an upgrade…  :
:
The acrylic was really not that expensive, found a place in Texas. All was around $170
Did you buy it from cloudray
Did i buy what from CloudRay??
Jack,
fyi
I did a little more looking into why my bed was not flat. Looks like it’s the perimeter trim holding it up higher than the middle. I added same thinkness sheet metal to the inner rails that hold my bed. Much better, i used a straight edge across it. Very flat, except at one location near my forward edge, the size of 2" diamter and about 1mm high.
just though you would like to know.
Bob, thanks for the update. The more we are exposed to the more help we can be to others. I think most machines have an ‘odd’ corner on them. At least you can identify the problem and correct it.
One of the things that I was going to attempt was to have the local metal place cut and bend me a plate. If you can fold the edges over 90 deg it makes the sheet very flat and ridged.
In todays level of technology, I can’t imagine not being able to ‘google’ something and find an array of answers. Of course you have to find your way though the BS… 
Take care, post some of your finished products. Love to see what that machine can do
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.