I have an interest in precisely cutting thin (0.005 - 0.010") sheet brass. In effect, the same basic use cases as photo etching, but with a laser instead of chemicals. I have an xtool S1, which has an optional IR laser, but reading through a few threads it appears that since it’s 2W it’s not very effective. I am not doing this commercially, and I don’t think I have the volume to justify a fibre laser F1 Ultra (which costs about twice what my S1 did in the first place). But if successful I would use the capability a moderate amount. Are there other alternatives?
I’m not fixated on brass. Aluminum or bronze, maybe (?) even steel might do. But brass is more familiar and if compatible, some of it would be soldered to other brass model components.
Stainless is a very poor conductor of heat. Ask any welder that works with it.
Which lasers? Fiber lasers can engrave metal, at a high cost. Tumblers are usually powder coat painted or anodized, and the laser just burns that off. With diode lasers, stainless is not etched. It is heat colored, like anodized.
@MikeyH raised very good and accurate points, here’s my take on the subject.
Even though xTool advertizes that their 20W module has 0.04mm (0,0016"), and their 40W module has 0.1mm (0.039") cutting capability on stainless metal (what ever that may mean), based on the examples on the 'net, I for one wouldn’t call the result laser cut.
More like a itsy bitsy rat somewhat aimlessly gnawed its way through.
The cut has a close resemblance to a compressed air plasma cut, which it more or less kind of is.
OTOH, nitrogen plasma cut is sometimes indistinguishable from a CO2 laser cut at a fraction of the price.
That horrid looking cut could possibly be used to some extent for something (artsy dmx-scanner gobos perhaps?), but to replace photo etched items on models and such, forget about it.
To make matters worse, even though -and partly because of that- corrosion resistant varities of steel are poor conductors of heat, the amount of heat deforming is simply insane.
5~10 times that of a carbon steel.
The thin stainless steel foil is guaranteed to warp while being cut slowly with a (too) low power diode laser → the focus will be incorrect sooner rather than later → the cut -or the piece to be cut if it warps sideways- is ruined.
Using multiple passes and greater speed in order to avoid that won’t work either.
With open loop motion control without position feedback, steps will be missed eventually and the lasers path shifts outside the original cut.
Cutting the foil between two shets of glass won’t work either, the extra oxygen from the air assist plays a vital part of the cutting process, and one of the reasons the cut looks as horrid as it does.
And if that’s not bad enough, any reflections or splatters that eventually hit the lens -or the laser modules themselves- render them useless in a blink of an eye.
Not really, at least not such that would work satisfactorily in Your application.
Fiber is prety much the only alternative to any serious precision cutting of metals.
This is why they commonly show engraving on metal with a visible light led on stainless. Considering stainless has less heat conductivity than copper and their engraving may be more of a marking.
Copper pans are considered the best in the cooking world, just because of thermal conductivity, which is almost twice that of aluminum.
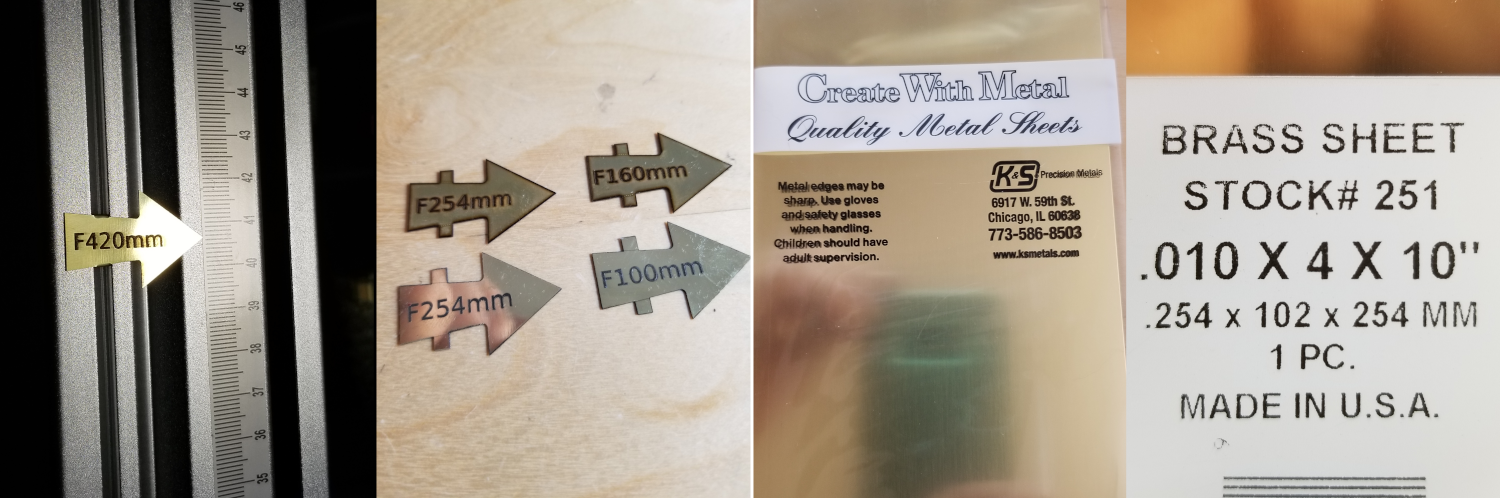
I have a 60W MOPA and I’ve done some smaller tags for my machines column. These took many passes to get through. The top set of arrows in the picture show how badly they are scorched. I also had to flatten them out as they warped pretty severely.
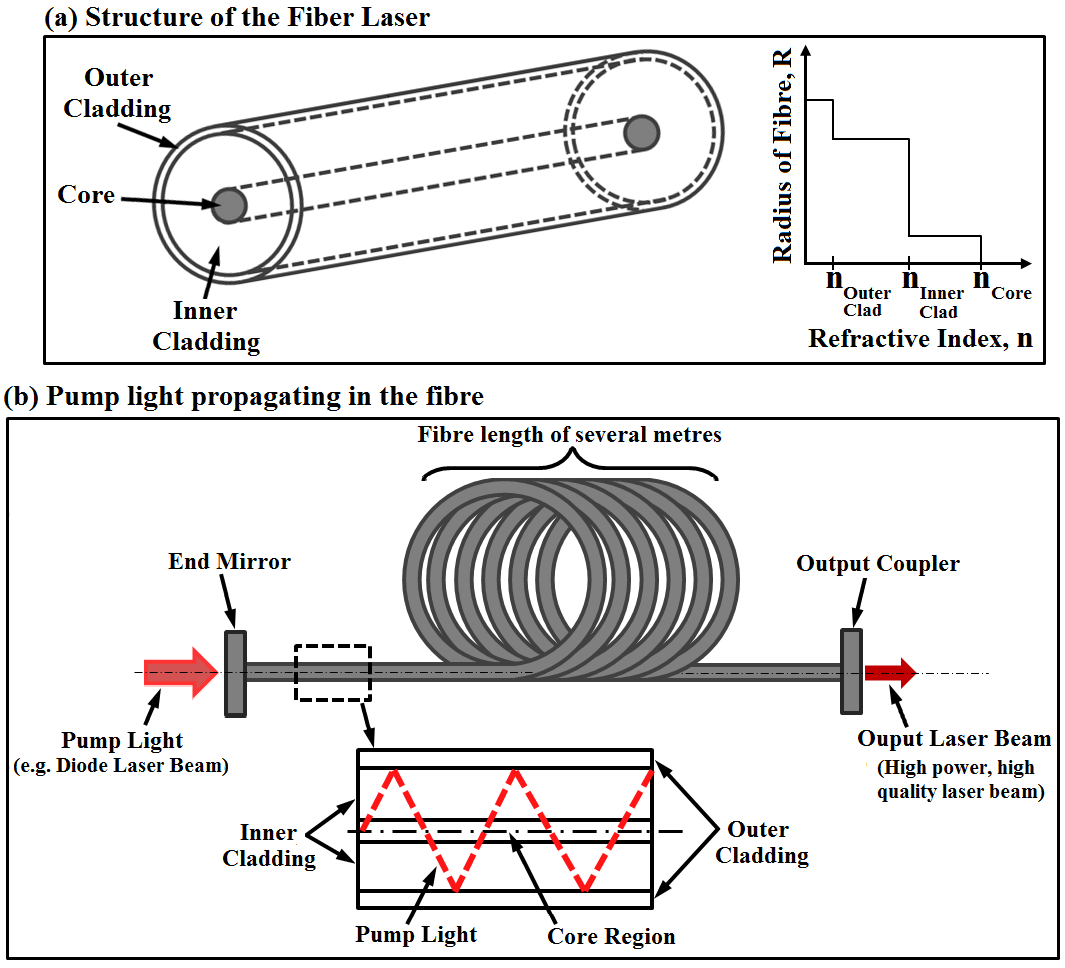
Yes a fiber is a bit more complex than a diode or co2. All lasers require some type of medium to amplify the frequencies. Co2 uses the gas mixture excited by DC (or RF) to raise the energy levels.
Here’s a good video of a JPT fiber with it’s pump diodes. The frequency of the fiber output is controlled by both the fiber type and the incident angle of the pump diodes with the fiber.
So yes, they are more expensive and physically larger in size.
actually fiber is much cheaper per watt output over co2.
you need a fiber, preferably MOPA, to cut metal. co2 and diode are not the right wavelength or instantaneous power level to cut metals
wltg fiber lasers, e’re talking about an overhead galvo system which is higher tech than an xy gantry.
fiber is fundamentally a different beam. it’s really only good for metal, stone, and ceramic. for acrylic and plywood you need the co2
60w should be able to cut thin brass very efficiently. the MOPA type is much more versatile but there are so many parameters it’s hard to work out the best settings
have jpt m7 300w mopa. slices through thin brass or stainless quite easily