Hi All,
Im looking to see if someone can give me some settings as starting point for some Deep engraving. I need to deep engrave some simple text and my logo into 6061 T-6 Aluminum. I actually tested this but did not save the file and or write down any settings, I was just kind of playing around, got some really good results but don’t remember any of the settings. I was able to get about 1mm deep without even knowing what I was doing or trying.
Would be great if someone could give me some input on where to start.
Since I just created an account and was my 1st post I assumed that the machine info I added when creating the account would be display in every post in your signature, guess not.
I’m on a fiber laser from Lasers only a 60W JPT M7 MOPA Galvo.
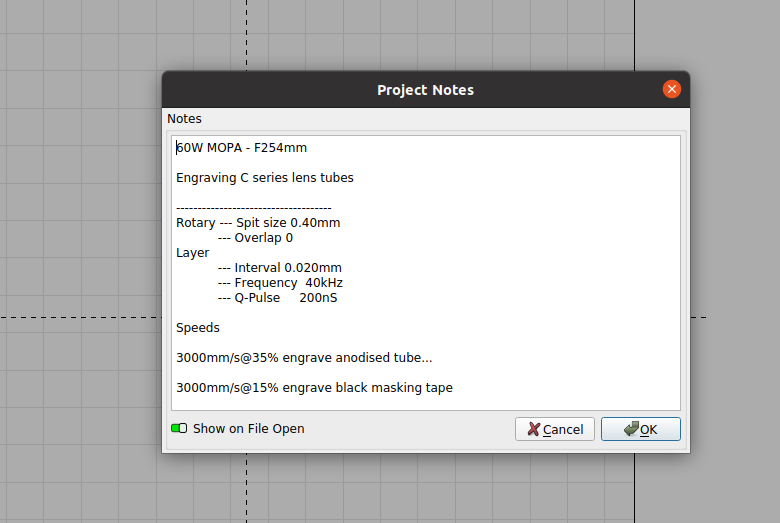
I commonly use black masking tape on the rotaries object to ensure it’s doing what I want … pretty costly using up materials… I include the masking tape setting… I also include the material…
It doesn’t seem to be in any of the menus, so you have to remember it’s hot keys <ctl> + <alt> + n
I set it to open when the project is loaded, Show on File Open enabled… I now know if it doesn’t pop up I have to create it.
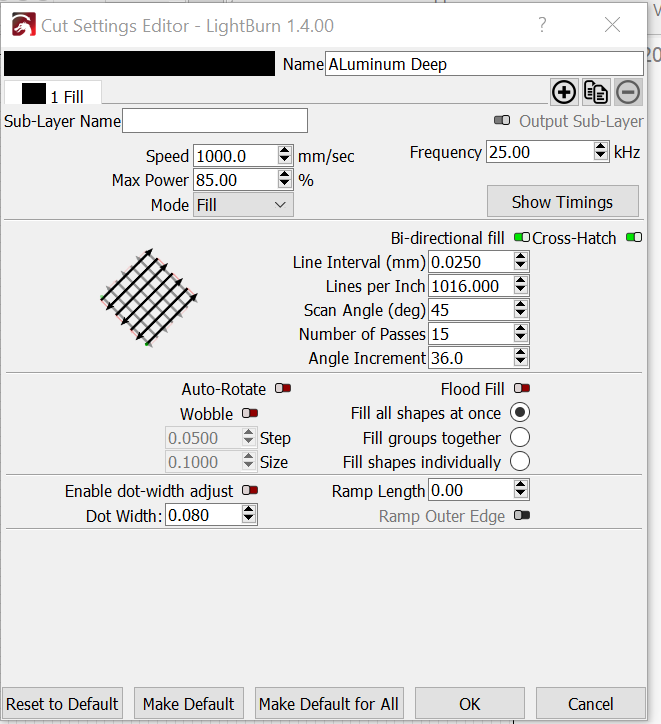
Ya kind of fustrating, about the settings as a starting point. I end up just getting settings from the Lightburn crash course by Alex from Laser Everything. He just uses some settings as an example in the video for deep engraving and I just tried them. I think it was video 4 or 5?? not sure. Perfect starting point and I got great results for what Im doing. And now in case anyone else needs settings here you go.
Im a bit confused looking at your notes. Seams you have a C02 machine but then you call out 60W MOPA? Then you say (engrave anodized tube? I dont follow.
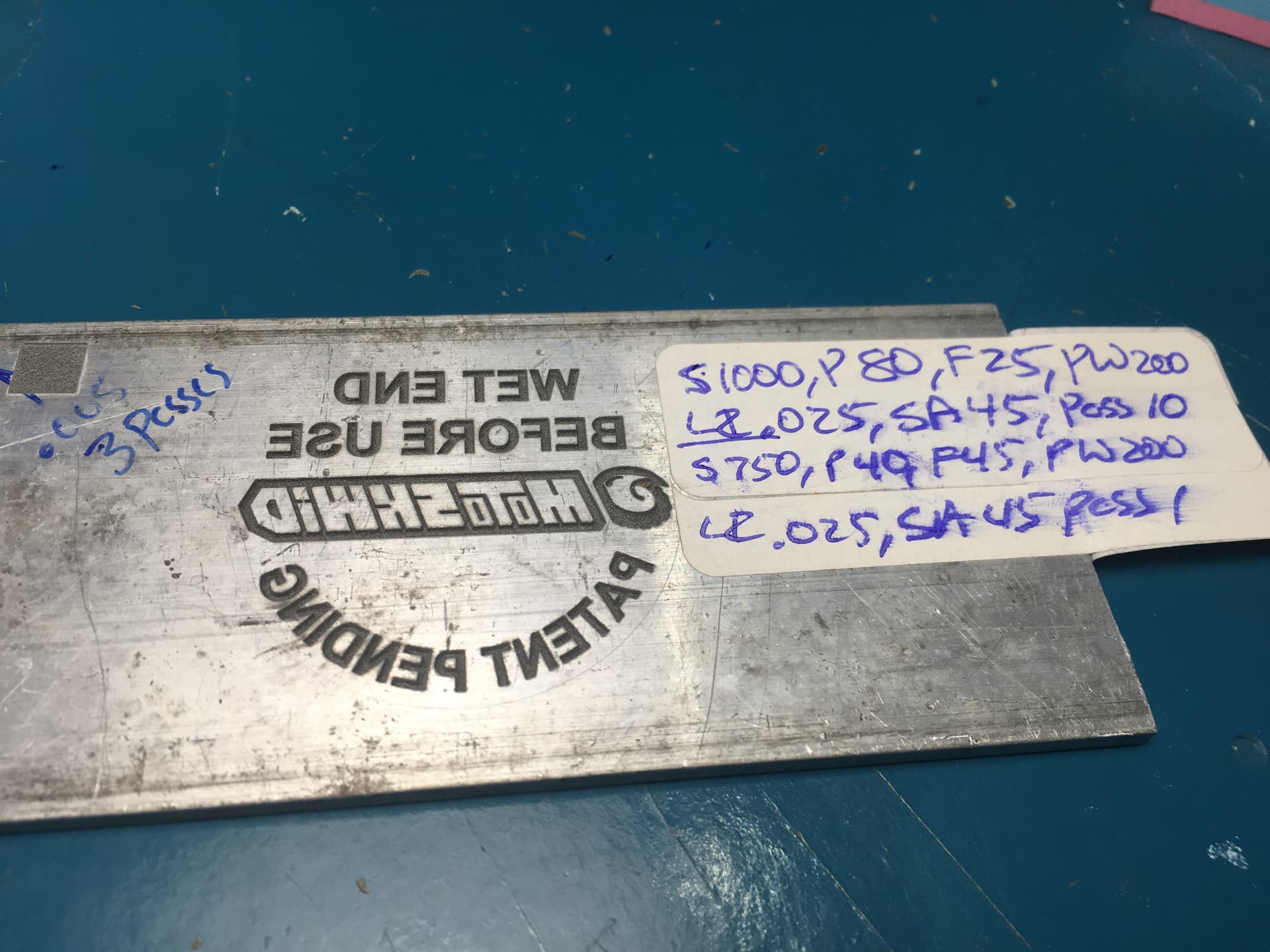
Here is the results of my 1st deep engrave test for what I’m doing. For me Im trying to figure out what depth the engraving will end up being. In this case its about .035 deep and my target is .025 deep, so almost there. Turned out really good. Next thing I need to figure out is what type of settings will help me get the smoothest clean-up pass on the bottom surfaces. These engravings will be small disk-shaped inserts for CNC machined casting molds. The texture at the bottom is so rough I need to smooth it out. The casting rubber really grabs ahold of it and I need to figure that out. Im setting up an air assists on my machine to help get rid of the slag, But any input you might have on clean-up passes, would be great.
The lower setting on the sample is the clean up pass. How do I tweak to get it smoother??
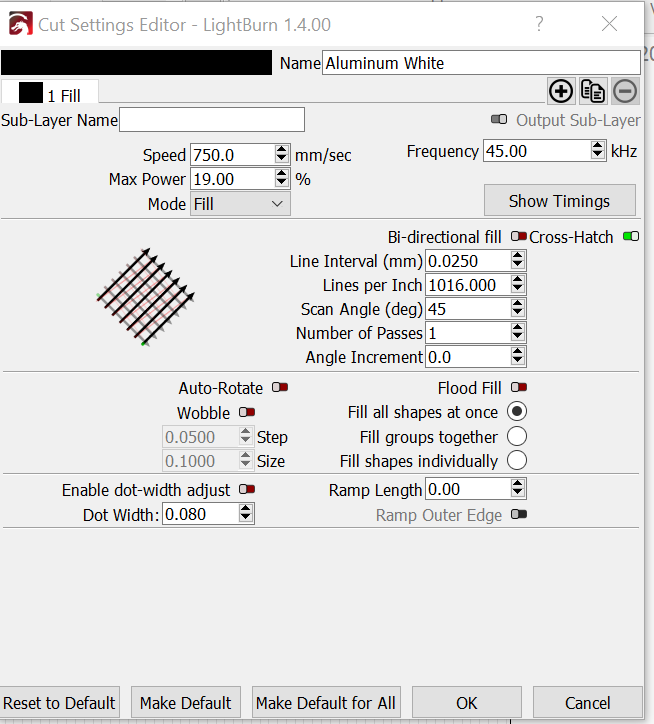
With my 100X100 lens, my 60W cuts deep pretty fast, with the 175x175, about 3 times longer. Adding angle increment really helps, as well as a white pass every 10 +/- regular passes, so like sub layer 1 would be 10 passes X hatch 36deg angle increment, then sub layer 2 would be a lower power white maybe 2 passes, then repeat I get about 10thou of an inch about every 30 passes with the 175, so it would be about 120 passes for 1mm. Similar to these, modify as you see fit.