I used Creality Falcon 2 22W for almost a year without much problems.
Until today, when I tried to cut a 2.4mm acrylic plate of 190 x 122mm dimension. The end product was 191 x 122.5mm.
I browsed the internet and did the following things:
- tightened belts
- tightened the nut behind the laser module
- Reset the Machine
- updated the firmware to the latest version.
Nothing helped, so lastly I tried the calibrate axis option on Lightburn, here is where it gets absurd:
Without calibration a rectangle cutout of 45 (X axis) x 30(Yaxis) measured 44.75 and 29.65mm.
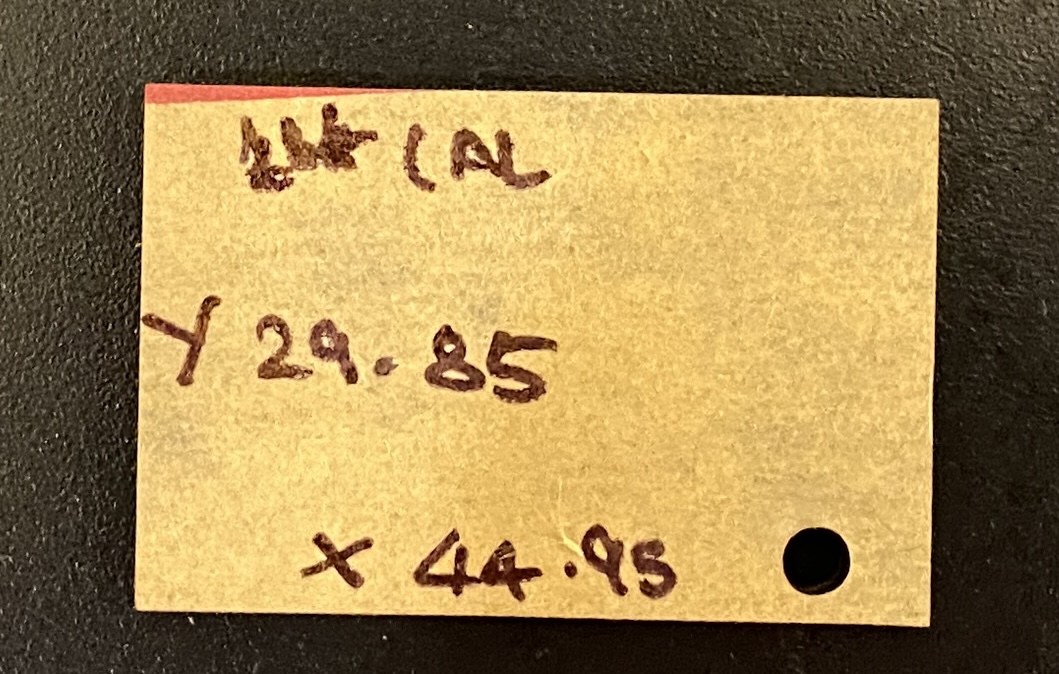
After first calibration, the cut measured 44.95(X)and 29. 85(Y)mm
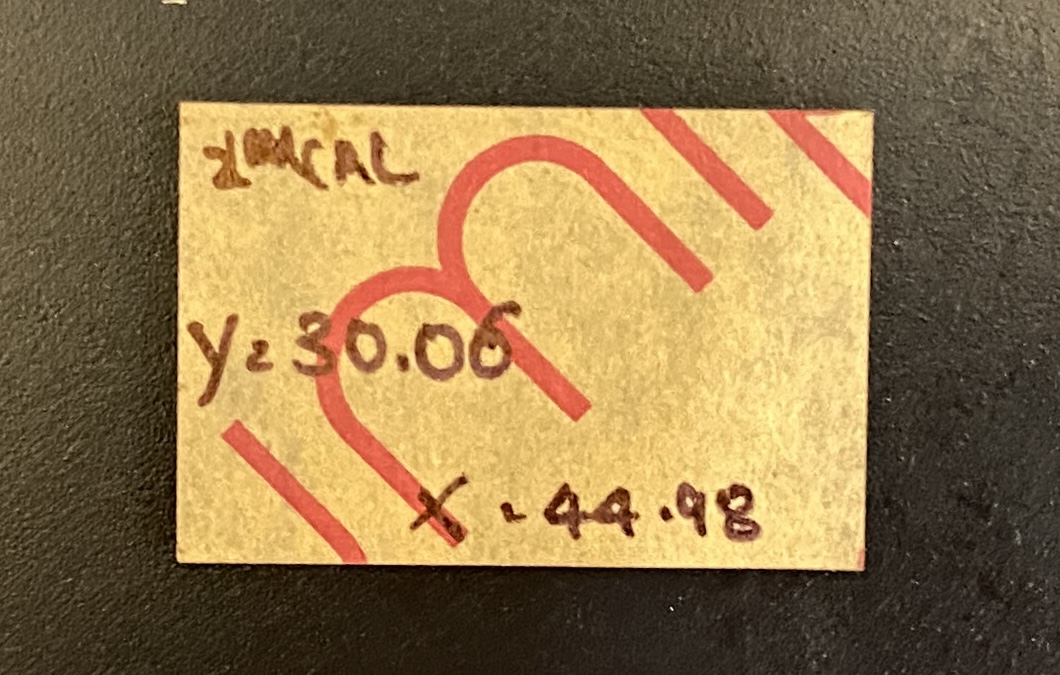
After second calibration, the cutout measured 44.98(X) and 30.05(Y)mm
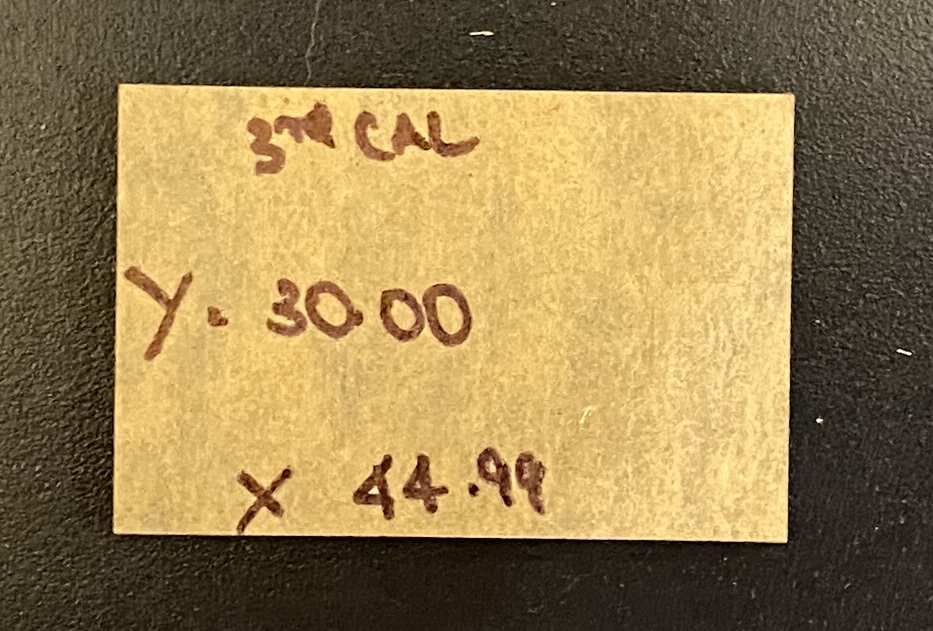
After the third calibration the cutout measured 44.99 (X)and 30.00(Y)mm
I thought I solved the issue and proceed to cut a different dimension of 30(X axis) and 30(Y axis) mm, the end result was 29.87 ( X) and 30.05 ( Y axis)
Confused, I once again tried the calibration cutout of 45(X axis) and 30( Y axis) and the results were fine. They were 44.97(X) and 30.05(Y)mm
Can somebody help me understand whats going on?