I assume this is the proper place to ask questions for an Atomstack X7 Pro? (I know, I know!) New to laser cutting/engraving and lightburn. Recently purchased the Atomstack and Lightburn. I have some questions around cutting/etching. Have done my best to do research, want to verify what I think.
I’ve been tossing various things in the laser and testing etching and cutting etc. Started to notice some things;
For mostly straight cuts in 3mm plywood for plywood finger joint boxes, my vertical lines don’t cut through anywhere near as easily as my horizontal lines.
Doing Etchings, I struggle to get my corners as good as horizontal/vertical.
Did some googles, read quite a few threads on the forum here, etc…
For #1, If I understand correctly, I have a “rectangular” beam/dot. In the X (Horizontal) direction I’m going with the length of the beam. In the Y (Vertical) I’m not traveling the legnth of the beam. Hence the problems. I saw I should use “Constant Power Mode”. Most of the threads I read implied that would fix this for cuts.
For #2, and engraving, I assume I got my minimum power too low? Tried bringing it up to around 50%, wasn’t making much of a difference. Do the Atomstacks need a pretty high minimum power? Am I barking up the wrong tree?
Appreciate any help!
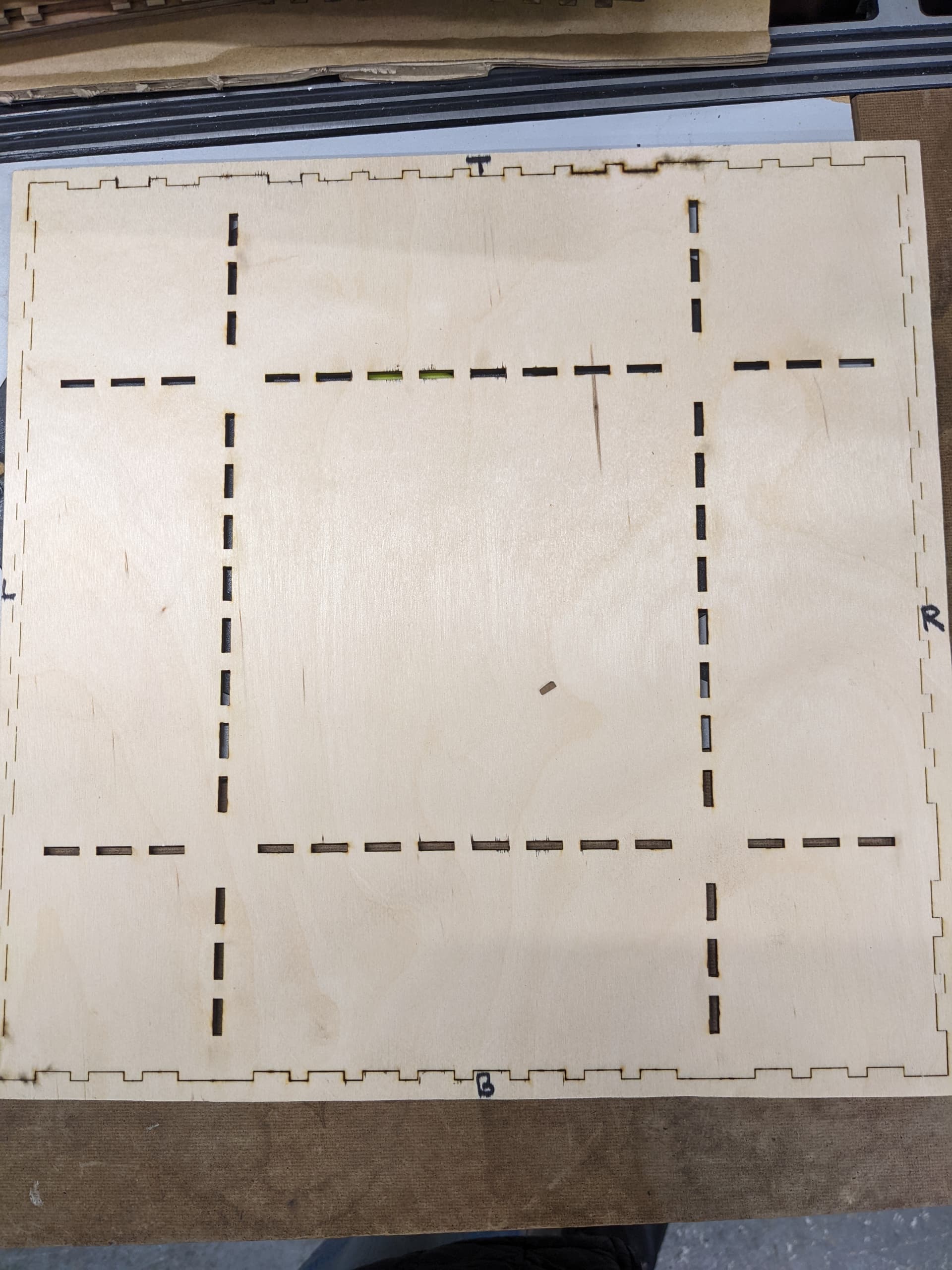
P.S. Don’t have a good picture of the engraving. Threw away the pieces too soon. In a nutshell, I was doing line art. A 3" and 3 1/8" line circles, with spiraling in between the circles. The NON vertical/horizontal lines were not as thick? crisp? as the horizontals/verticals. As far as the cuts go, the attached picture shows the backside of the cut. Not sure if its visible in the picture, but the left and right sides are barely cut through, while the top and bottom sides are cut clean through.
I assume you’re talking about “Constant Power Mode” in the cut settings. If not, please correct me.
Constant power mode is unrelated to beam shape. What it does is essentially override a feature of GRBL 1.1f and higher that allows for variable power based on the speed of the laser head in order to account for slowdowns that result when the laser needs to change direction. It’s a feature to improve burn quality. For example, it mitigates burning on the left and right edges of an engraving done on the X-axis that result when the leaser head slows down when changing direction. By lowering power as the deceleration occurs it effectively maintains the same level of burn throughout.
By enabling Constant Power Mode the laser stays at the full specified power for the entire duration of the cut irrespective of deceleration/acceleration. It’s possible that if you’re having issues of the cut related to slowdown that enabling this could potentially remedy that but honestly it’s a bit of a brute force approach. Sometimes that’s fine though based on the material and the look you are going for. I wouldn’t say it’s a direct remedy for the variation in cutting power in the horizontal vs vertical directions, however. Just be aware of what you’re getting with that option.
It wasn’t clear from your description exactly what the artifact was that you’re getting. What I can say is that min power for anything other than grayscale images has no effect for g-code based lasers in LightBurn. Constant Power Mode for sure will make a big difference in the burn for engraving… generally worse but might be good for what you’re after.
Can you describe what it is about the corners that you feel are not as good as horizontal/vertical? Photos are very helpful for things like this.
Don’t have a picture of #2. Tried to describe it as best as I could. Attached a picture for #1. Trying to understand why it cuts better in the X direction vs the Y direction. Sounds like I’m not barking up the right tree with “Constant Power Mode” (thanks for interpreting my words for me!)
Oh. I thought you had already determined that. The shape of the beam is not necessarily a circle. This means the intensity of the laser will not necessarily be the same in one direction vs another. I suggest you test for focus to truly get the best balance of intensity and shape.
Having said that, even with proper focus most diodes will still exhibit this shape. Depending on the material there are various mitigation strategies. You could simply just increase power or slow down to accommodate the “more difficult” direction. For something like wood with a natural grain, typically a cross-cut will be more difficult than cutting along the grain. In this case, try turning the material 90 degrees so that the more intense beam is cutting against the grain. This might even out the cut.
As for #2, it’s still not clear to me what you could be describing in terms of the problem. And with so many variable involved it’s hard to speculate on a fix. Do you have the .lbrn file that you used for the burn? Perhaps you could share that as a start. Will give clues as to what you were facing.
Oops! Sorry it was late my time, muh brain wasn’t firing on all cylinders. So I’m correct with #1 and its the laser beam “shape”. Good to know. For your mitigation strategies, most of my testing is on 1/8" Baltic Birch plywood. Does the grain of a … layer? … of the plywood count? Like would orienting the plywood grain with the X axis help?
As far as #2 goes, I’ll print another one tonight after work to show. Here is an image from my Art Library;
Worth a shot. This will depend on the number of plys and the orientation of the individual layers. You’ll either make the situation worse (because the original orientation was already best case) or you may see an improvement. I’m actually impressed you’re getting through 1/8th inch ply.
For #2 I don’t see anything in the picture that would make me think you’d have any specific difficulty with it so I’m curious what you’re seeing.
I’m actually impressed you’re getting through 1/8th inch ply.
Took a lot of passes, but I’ve gotten through 11mm plywood. Was pretty ugly, and one of my first cuts. Since then, I’ve added air assist. I can get through the 1/8" with around 2 passes at 650-mm/m and 100% power. Because of the issues mentioned above, I run around 4 passes, 650-mm/m at 90% power. That makes sure I get all the way through.
This is my first laser, but so far, I’m really happy with it. No focusing it, fixed focal length. 10w laser, smoke and mirrors!
May be worth doing a ramp test just to confirm focus. They’re supposed to be calibrated at the factory but may still be off a little. If focus is off you can attempt to adjust focus or just use a different method of getting to the ideal height. I have columns I’ve 3D printed at various heights to allow me to get the focus distance I need.
Yup, did a focus ramp to verify last night, when I started diving into this a little more significantly. Was close enough I couldn’t tell a difference.
When I do a new grayscale/etch, will post what I’m talking about in a new thread. Marking this as a solution for your tips, Thanks for the help @berainlb !