If the set interval is smaller than the lasers kerf, it’s likely too small.
Most of these ssl have a spot size of about 0.08mm at best. The best resolution you can get with a 0.08 spot is 318dpi/lpi… At 700dpi/lpi, the spot size needs to be <= 0.0363mm much smaller than the lasers kerf…
Found the specifications for your laserhere, Spot Size:0.04mm*0.09mm… even with 0.040mm interval, you can’t really reach 700dpi/lpi and only in one direction of a single axes.
I’d suggest using the 0.09mm. The kerf will be which will be larger if going in a diagonal direction, since it will be the hypotenuse of the two side… at 0.09mm the best you can hope for is 282dpi/lpi.
You’re going over the same area multiple times.
Maybe if you explain what you are trying to do, we can help… ?
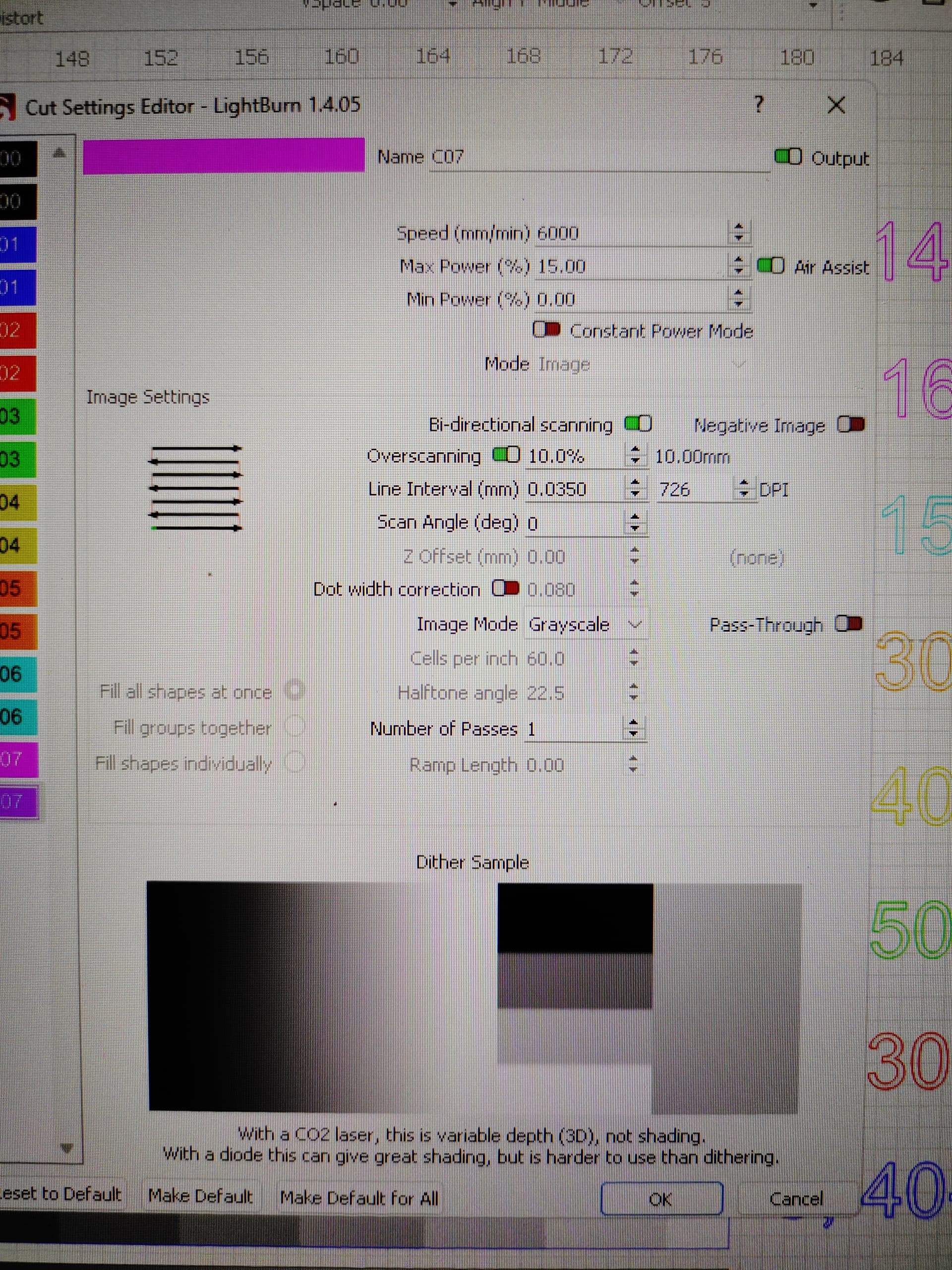
The gradients are kinda lopsided in each 5mm x 50mm rectangle because it’s actually two different patterns. The upper 2.5mm is a smooth gradient and the lower 2.5mm is 10 discreet steps.
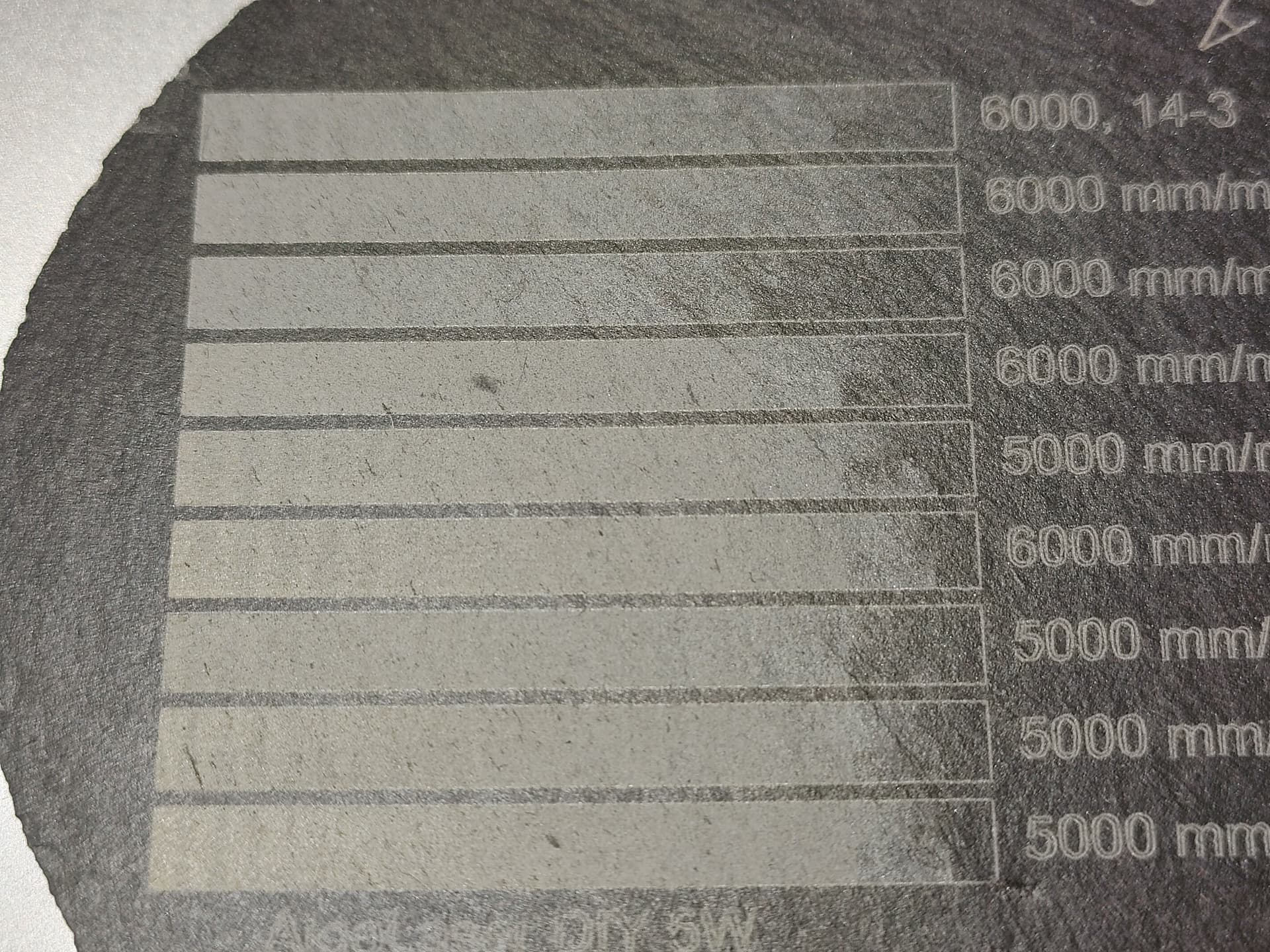
An earlier test at (iirc) 600lpi(.0423mm). Maybe .040. I can’t remember for sure. You can see as the power increases, so does the line width (not unexpected). I’m still playing with speed/min/max.
Pondering on this some more, I think I may need to go down some more with interval for slate…maybe .030mm. Trying to get a smooth and linear gradient but the line width varies, which throws it off. Maybe if I set the interval to match my min width and let the overlap at higher power give me a boost in the “whiter” end. I dunno.
Regardless, LB is making me painfully aware that I’m working outside the expected range. This is just the testing, so I’m making more adjustments than typical, but it would be nice to have a check box that offers the option of permanently disabling it. Or some other setting that says "hey, this device has X kerf/beam size, let me know if I set an interval less than X” or something…
You can’t do any better of a dpi than the size of the spot. That is what limits interval.
If I have a 1 inch beam I can’t get resolution better than 1dpi. You can tell the machine to do 10 passes per inch, but it will only move 1/10 of an inch over on each pass duplicating 10 passes to cover the same area.
Using anything less than about 0.1mm for an interval won’t be of any help since one of the directions, the smallest spot is 0.09mm or likely about 0.10mm. Even at 0.09mm the very best you can get is 282dpi.
With many materials, such as slate glass rocks… these don’t engrave, they chip out material leaving a rather rough finish. On the co2 it’s restricted to about a 0.20mm interval or 127dpi. I can do much better with the fiber, but it has a smaller spot than your ssl.
Either case, it’s usually lower resolution with some of these natural products that shatter, not vaporize.
Are there instances where you might want to make multiple passes, I’d have to say yes, especially for annealing metal for colors. You spot size is simple too large for the dpi/lpi you are targeting…
I’m not targeting a specific LPI. I’m measuring the output and letting that inform the machine settings.
I’ll run a test at .09 later this week. Probably Friday morning. (I work 3rd, so that’s my Fri night.) I don’t have much free time during the week.
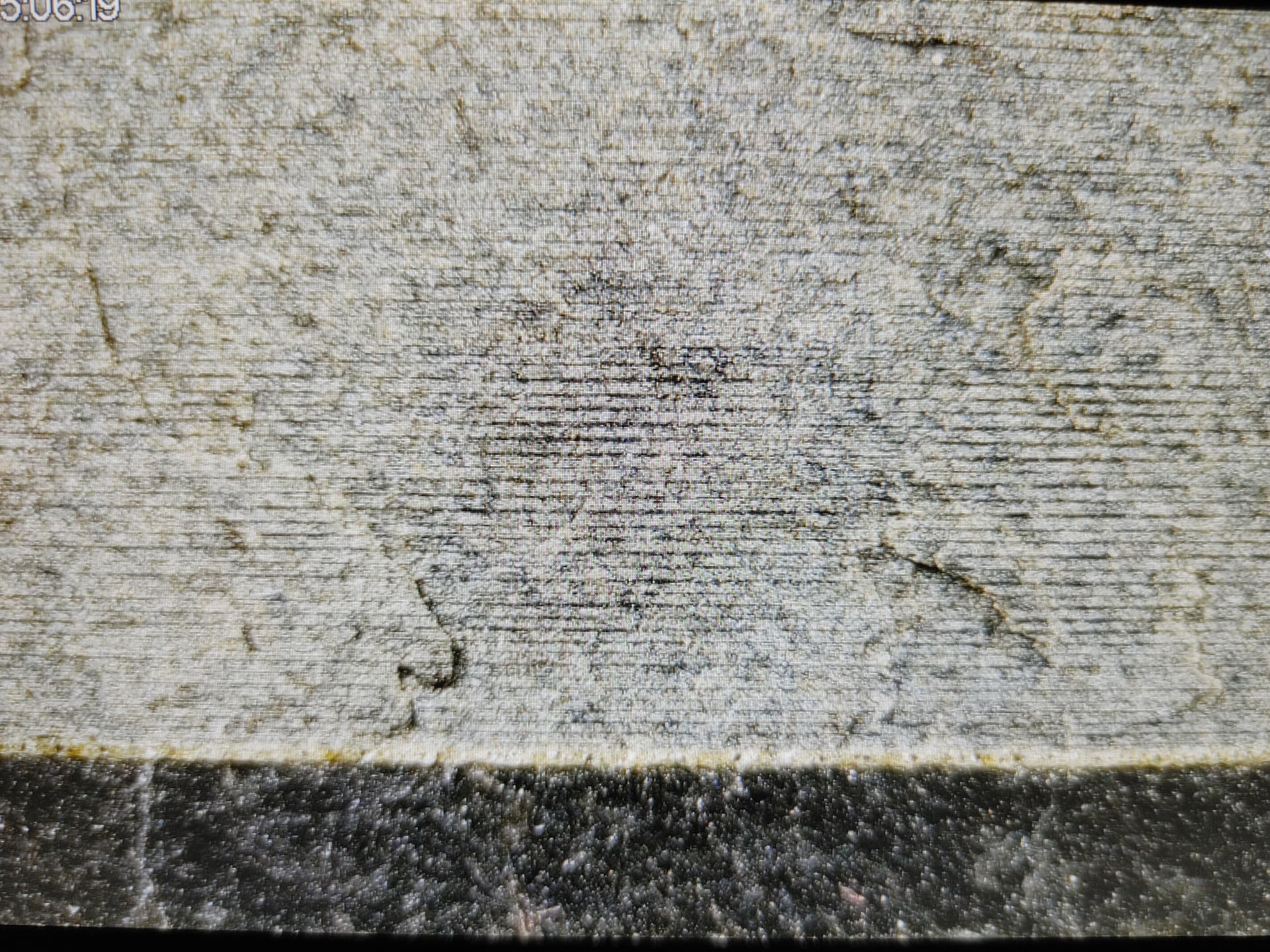
Maybe for giggles this week I’ll check my crack ruler and a slate sample on the vision CMM at work. I think it’s only good to .0001mm resolution at 40x magnification, but it’s the best I can manage for a calibrated visual inspection. I’m curious how precise the ruler is anyway and better data makes for better decisions.
The easiest way is to test the spot size on anodized aluminum. Then you can use the interval test from LightBurn. I usually do it with all the laser heads I have / get.
The smallest interval I ever experienced was 0.08-0.1 with a 5W laser head (Sculpfun S9, usually known as the 5W laser head with the smallest spot available on the market). With the new 3W iCube laser head, it was slightly below. The new 2W 1064nm IR head has a spot size of about 0.04.
So it’s hard for me to believe you would ever get close to that. But as stated above, increasing the DPI can also be used as tool.
And of course, the result is what counts And I agree, you should be able to disable the warning message
My first tests were actually on coated aluminum. I don’t have any anodized on hand, but coated is reasonably consistent and somewhat immune to “burned edged” so it gives me a good idea of "spot size. I believe I was seeing approx .05 parallel to X on that. I’m not terribly interested in Y since this machine is pretty much dedicated to image or fill engraving.
There are probably more than a dozen different and valid ways to measure what we call “spot size”. Nobody that I’m aware of has defined a measurement spec.
How is focus defined?
Marking or cutting?
At what power?
Is it stationary or moving? If yes, at what speed? If not, at what pulse duration?
On what material?
What is the boundary? Zero effect or some inset based power distribution or perceived effect (and how is THAT defined)?
Or is an optical measurement in free air? What luminosity/intensity is considered the boundary edge?
And more…
We all know there is an enormous difference between materials and processes and speeds. Unless this all defined, or at least recorded with the measurements, the “spot size” isn’t very meaningful.
Perhaps “spot size” is inherently useless. Perhaps we should consider “effect size”, which may encourage the inclusion of some of the variables.
All that said, I have access to some measuring tools and I’m happy to provide anything reasonable upon request. I enjoy learning and understanding the “whys”, so I’ll do some more tests and measurements regardless.
The doubling idea is certainly correct for my Ikier 20W. It’s spec’d at .08 x .06, which I now know is patently absurd. With that laser on aluminum, I can get maybe .15 x .09. On wood, it’s nearly half again as big… Maybe .25 x .15. Hard to judge a boundary because of the soft edge.
Ran a quick test using a 0-255 smooth gradient (as pictured above, but without the 10-step component), Gradient was generated in Gimp at 600dpi.
50mm wide, 1mm high, greyscale mode, speed @ 6000mm/min with power set to 0% min and 30% max. I should have gone higher on the max, but I was in a hurry.
I put this and my Devionian crack gage across an optical CMM (coordinate measuring machine) that’s used daily and calibrated annually. It’s very accurate.
I’m not going to show any of the actual reports or pictures as I don’t want to risk exposing my employer (or myself) to The Internet.
The interval reads “deviation”, but it should real “actual”. I set it at .2 and measured .1778 (avg., over five lines). I haven’t yet done a careful, large scale axis calibration on this machine. Probably gonna replace the belts and add threaded tensioners soon as these belts are a little “bouncy” and the lack of tensioners makes it hard to set properly.
The crack gage is pretty consistently reading .02 below actual, so what it calls .04 is actually more like .06. Good to know!
The line width (along X) goes from approx .037 at a “barely visible result” speed/power setting to approx .085 at a “that’s maybe a little too hot” speed/power setting. More than double the width across the useable range.
I think I’ve settled on .040. That’s gets me roughly ideal spacing at mid tones, slight overlap at highlights, and slight striping at lowlights. Decent tonal fidelity overall with ZERO image tweaking. I can get a bit better lowlight linearity with .050 or .060 but the striping starts to become visible. I’m reasonably happy where I’m at now.